 2015-01-30
2015-01-30 630
630




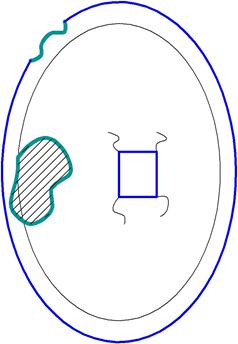
Рис. 8.5. Схема расположения основных дефектов дисков
При затуплении и смятии режущей кромки диски затачивают на наждачном точиле со специальным приспособлением или на токарном станке, также используя простое приспособление — диск надевают на планшайбу и закрепляют шайбой и гайкой. Сферические диски борон и лущильников затачивают только с выпуклой стороны под углом 37°. Толщину режущей кромки диска после заточки проверяют штангенциркулем; угол заточки проверяют угломером или шаблоном. Режущая кромка диска должна быть ровной, без заусенцев. На таком приспособлении можно затачивать и диски картофелесажалок.
При разработке квадратного отверстия к диску приваривают стальную шайбу толщиной 3—4 мм с квадратным отверстием нормальной величины. Закаленную зону режущей части диска во избежание отпуска охлаждают.
Для повышения долговечности диски наплавляют снаружи (с выпуклой стороны) в предлезвийной зоне слоем сормайта толщиной 0,4—0,6 мм и шириной 20—25 мм.
8.6.6. Восстановление зубьев борон.
Зубья борон относятся к классу квадратных стержней, которые изготовляются из стали 20. Основные дефекты зубовых борон (рис. 8.6):
1 –изгиб зуба;
2 – поломка зуба;








