2015-01-30
2015-01-30 1145
1145Трубы изготавливают сварными и цельнотянутыми, различных диаметров и толщиной стенки.
Стыки под давления  0,7кг/
0,7кг/  выполняют только аттестованные НАКС сварщики.
выполняют только аттестованные НАКС сварщики.
Таблица допусков на смещение кромок.
| S ме, мм | 3-4 | 5-6 | 7-8 | 9-14 | 15 и более |
| Смешение | 1,5 | 2,5 |
Корневой шов выполняется электродами Ø 1,6-3 мм в зависимости от S ме.
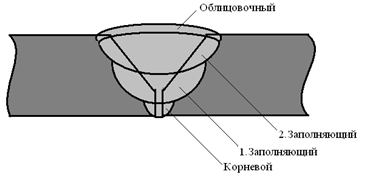
Зависимость количества швов от толщин металла
| S ме, мм | 4-10 | 10-12 | 12 и более |
| Количество слоёв | 4 и более |
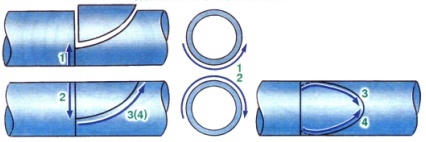
Выполнение поворотного стыка Ø 200 мм с поворотом на 180°
1-2-3-4 первый слой проваривают снизу вверх в последовательности
1-2 поворот трубы на 180° 3-4 шов
5-6 выполняются в противоположных направлениях снизу-вверх перекрывание швов (замок) 20-25 мм
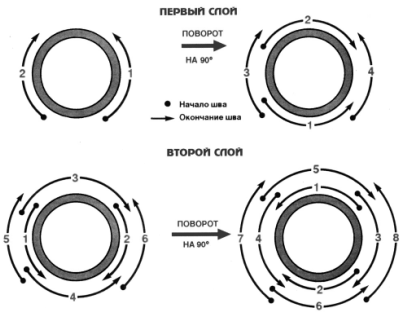
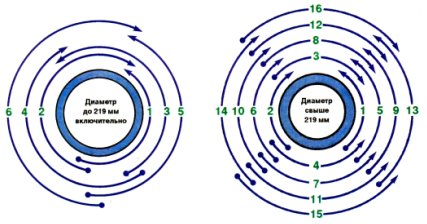
Выполнение стыка трубы Ø 250-500мм с поворотом на 90°
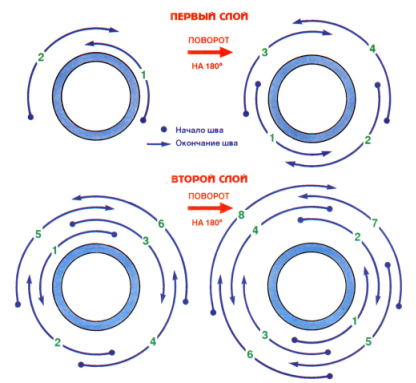
Выполнение неповоротного стыка труб Ø 219мм и более.
Замки св. швов не должен накладываться не в одном слое.
Сварка стыка «операцией» или «с козырьком»
Выполняется в 4 этапа:
1.Вырезается козырек
2.Проваривается недоступный участок сварного шва изнутри
3.Производится подготовка кромок трубы и козырька к сварке
4.Устанавливается козырек и обваривается по замкнутому контуру