 2015-01-30
2015-01-30 811
8111. По партии, содержащей 100 резисторов, типономинала, указанного в задании, выданном преподавателем, произвести измерение электрического сопротивления.
2. В соответствии с методикой, изложенной в настоящей работе, произвести обработку результатов экспериментального исследования статистическим методом и определить для контролируемых параметров математическое ожидание, среднеквадратическое отклонение, степень соответствия теоретическому закону распределения погрешностей.
3. Проанализировать полученные результаты и ответить на поставленные вопросы.
4. Составить отчет о проделанной работе.
4 Методические указания.
Статистический метод анализа точности изготовления продукции основан на достаточно большом числе наблюдений и позволяет получить данные, характеризующие погрешность, которая возникает в результате взаимодействия ряда факторов, на основе результатов измерения одной или нескольких партий изделий, полученных в определенных условиях. Таким образом, статический метод позволяет определить результирующую погрешность, но не дает возможности выявить зависимости (между различными погрешностями и причинами их возникновения).
Статистический метод анализа точности изготовления продукции в общем виде включает следующие этапы:
1. Выявление определяющего параметра, позволяющего оценить точность технологического процесса изготовления и объемаисследуемой партии изделий
2. Назначение средств измерений и измерение величин выходного параметра точности в исследуемой партии, группировка полученного при наблюдениях статистического материала.
3. Сводка результатов наблюдения и вычисления основных числовых характеристик распределения случайной величины М (х) и 
4. Статистическая проверка гипотез о законе распределения
5. Анализ параметров распределения; сравнение по определенным критериям экспериментальных характеристик с заданными теоретическими.
4.1 Выявление определяющего параметра, позволяющего оценить точность технологического процесса изготовления и объема исследуемой партии изделий
Выявление параметра, определяющего точность технологического процесса, является достаточно сложной и самостоятельной задачей. Здесь важно подчеркнуть, что выбираемый параметр должен быть чувствителен к большинству технологических дефектов, возникающих в процессе производства, т.е. быть информативным и доступным для измерения с высокой точностью существующими средствами измерений.
На законы распределения производственных погрешностей существенно влияют условия возникновения этих погрешностей. Практика показывает, что в большинстве технологических автоматизированных процессов (изготовление резисторов, конденсаторов, транзисторов, микросхем и др.) производственные погрешности распределяются по нормальному закону.
Плотность вероятности (дифференциальная функция распределения) для непрерывной случайной величины, распределенной по закону Гаусса, представляется в следующем виде:
 , ,
| (1) |
где φ(х) – плотность вероятности случайных величин Х;
М(х) – математическое ожидание (среднее арифметическое значение случайной величины Х);
σ – среднее квадратическое отклонение, являющееся мерой рассеивания отклонений.
Определение объема исследуемой партии изделий осуществляют следующим образом. Из общей совокупности объектов, называемой генеральной совокупностью извлекают n -объектов. Число n называют объемом выборки. Эти n объектов, которые образуют выборку, подвергают исследованию и по результатам описывают характеристики всей генеральной совокупности. Необходимо иметь в виду, что из-за ограниченного числа объектов все числовые характеристики выборки n(в частности X и ) при неизменном ее объеме будут случайными величинами со своими распределениями. Поэтому количество изделий n, которое должна содержать выборка, зависит от точности, с которой желательно получить характеристики распределения.
Из математической статистики известно, что средняя квадратическая ошибка при определении среднего квадратического отклонения  , а при определении среднего арифметического
, а при определении среднего арифметического  . Таким образом, для получения
. Таким образом, для получения  с точностью, например
с точностью, например  , количество изделий в выборке определяется из соотношения
, количество изделий в выборке определяется из соотношения  , откуда n=200.
, откуда n=200.
Когда количество изделий в выборке меньше 25, необходимо оценить степень точности и достоверности X и , полученных экспериментальным путем. В связи со сказанным при статистическом методе анализа точности технологического процесса количество изделий в выборке задают не менее 100-200.
4.2 Назначение средств измерений и измерение величин выходного параметра точности в исследуемой партии
Чтобы исключить влияние погрешностей средств измерения на результаты статистического исследования контролируемого случайного параметра X, соотношение между предельными погрешностями измерения и допуском на определяемый параметр должно быть порядка 1:10.
Измерительные средства должны быть простыми в обращении, не требующими частой настройки. Необходимо тщательно соблюдать одни и те же условия проведения опытов и измерений. Для вычисления характеристик распределения погрешностей результаты измерений располагают в виде упорядоченного ряда в порядке их возрастания
 , ,
| |
где 
|
Используя эти значения, находят размах варьирования:
| (2) |
4.3 Сводка результатов наблюдения и вычисления основных числовых характеристик распределения случайной величины М (х) и
При переходе к интервальному ряду количество интервалов r выбирают таким, чтобы на каждый интервал в среднем приходилось не менее 10 значений из общего количества наблюдений исследуемого параметра, т.е. r=0,1n.
Ширина интервала выбирается из соотношения
 , ,
| (3) |
где n- количество изделий в исследуемой партии.
При определении границ интервалов рекомендуется начинать ряд со значения, величина которого на 0,5 интервала меньше  и заканчивать ряд величиной, которая превышает
и заканчивать ряд величиной, которая превышает  , также на 0,5 интервала. Результаты измерения представляются в виде таблицы 1.1
, также на 0,5 интервала. Результаты измерения представляются в виде таблицы 1.1
Таблица 1- Результаты измерений.
| № | Граница интервалов | Середина интервалов | Час-тота | |||||
| от | до | X | 
| 
| 
| 
| 
| |

| 
| 
| ||||||

| 
| 
| ||||||
| . | ||||||||
| . | ||||||||
| . | ||||||||
| p | 
| 
| 
|
Количество изделий исследуемого параметра, попавших в тот или иной интервал, составляет частоту. Контроль правильности заполнения этой графы проверяется при суммировании частот по всем интервалам. При этом сумма частот должна быть равна n.
Числовые характеристики экспериментального распределения определяют по формулам:

| , (4,5) |
Для большей наглядности представления экспериментального распределения погрешностей исследуемого параметра строят гистограмму и полигон распределения. Для построения гистограммы на оси абсцисс откладываются интервалы значений исследуемого параметра, над каждым из которых строится прямоугольник, площадь которого пропорциональна частоте (частости) попадания значений случайной величины в данный интервал. При этом вероятность попадания в заданный интервал: 
При одинаковой ширине интервалов высоты прямоугольников пропорциональны частоте. Построение гистограммы основано на предположении, что плотность частоты (частости) остается постоянной внутри каждого интервала. В качестве примера на рисунке 2 приведен график, иллюстрирующий гистограмму и полигон распределения погрешностей омического сопротивления партии резисторов типа МЛТ-0,2-130 Ом  . Согласно маркировке резистора номинальное значение 130 Ом (координата середины поля допуска), а поля допуска от номинального значения, что составляет
. Согласно маркировке резистора номинальное значение 130 Ом (координата середины поля допуска), а поля допуска от номинального значения, что составляет  .На графике рисунка 2 отмечены: значение номинала, поля допуска относительно номинала, а также среднее значение X и границы поля рассеяния
.На графике рисунка 2 отмечены: значение номинала, поля допуска относительно номинала, а также среднее значение X и границы поля рассеяния  , отложенные от среднего значения и полученные экспериментальным путем.
, отложенные от среднего значения и полученные экспериментальным путем.
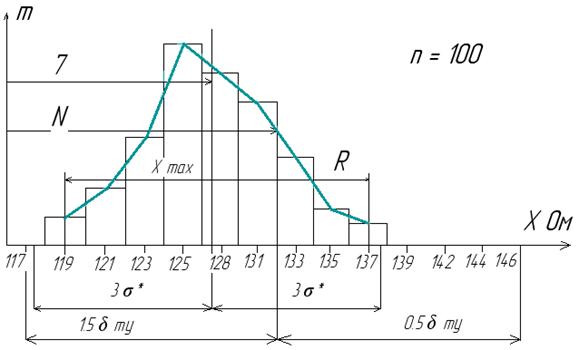
Рисунок 1.5
4.4 Статистическая проверка гипотезы о законе распределения
Наиболее простое (качественное) представление о большей или меньшей близости теоретического и экспериментального (эмпирического) распределений дает графическое сравнение полигонов и гистограмм с кривой распределения. Для количественной оценки соответствия экспериментального распределения с теоретическим используют ряд критериев, из которых наибольшее практическое применение имеют критерий К.Пирсона  и
и  критерий А.Н.Колмогорова.
критерий А.Н.Колмогорова.
Рассмотрим процедуру проверки гипотезы о распределении по нормальному закону экспериментально полученных значений случайной величины с помощью критерия К.Пирсона .Проверка нормальности распределения согласно критерию If сводится к следующему:
4.4.1 Данные наблюдений группируют по интервалам, как при построении гистограммы, и подсчитывают частоты  . Число интервалов выбирают в зависимости от объема выборки при:
. Число интервалов выбирают в зависимости от объема выборки при:
100≤n≤=200 r=15-18; n=200 r=18-20; n=400 r=25-30.
4.4.2 Вычисляют по формулам (4) и (5) среднеарифметическое значение  и среднеквадратическое отклонение , которые принимаются в качестве параметров теоретического нормального распределения.
и среднеквадратическое отклонение , которые принимаются в качестве параметров теоретического нормального распределения.
4.4.3 Для каждого интервала находят вероятности попадания в них результатов наблюдения либо по общей формуле (2.12.), либо приближенно как произведение плотности теоретического распределения в середине интервала  на его длину:
на его длину:
| (6) |
Величина  находится из выражения (1).
находится из выражения (1).
4.4.4 Для каждого интервала вычисляют величины
| (7) |
Суммируют  по всем i и в результате получают меру расхождения
по всем i и в результате получают меру расхождения
| (8) |
4.4.5 Определяют число степеней свободы: 
Если некоторые интервалы были объединены, то число степеней свободы rсоответственно уменьшается.
Величина  независимо от исходного распределения является случайной величиной с k степенями свободы. Следовательно, можно по заданной доверительной вероятности
независимо от исходного распределения является случайной величиной с k степенями свободы. Следовательно, можно по заданной доверительной вероятности  определить по специальным таблицам, приводимым, например в [1], тот доверительный интервал [
определить по специальным таблицам, приводимым, например в [1], тот доверительный интервал [  ], в который мера расхождения
], в который мера расхождения  может попасть по чисто случайным причинам. Здесь через q обозначен уровень значимости, под которым подразумевают вероятность того, что будет отвергнута верная гипотеза. Обычно принимают q=0.10. Если вычисленная по опытным данным мера расхождения окажется в указанном интервале, то гипотеза о соответствии экспериментального закона распределения нормальному принимается, т.е. распределение результатов эксперимента считают нормальным. Если же величина выходит за границы доверительного интервала, то гипотеза отвергается как противоречащая опытным данным.
может попасть по чисто случайным причинам. Здесь через q обозначен уровень значимости, под которым подразумевают вероятность того, что будет отвергнута верная гипотеза. Обычно принимают q=0.10. Если вычисленная по опытным данным мера расхождения окажется в указанном интервале, то гипотеза о соответствии экспериментального закона распределения нормальному принимается, т.е. распределение результатов эксперимента считают нормальным. Если же величина выходит за границы доверительного интервала, то гипотеза отвергается как противоречащая опытным данным.
4.5 Анализ параметров распределения; сравнение по определенным критериям экспериментальных характеристик с заданными теоретическими.
4.5.1 Проанализировать степень соответствия поля рассеяния погрешностей величине поля допуска и его расположения. Сделать вывод о реальной точности изготовления резисторов.
4.5.2 В случае, если экспериментальное распределение погрешностей не отвечает нормальному закону распределения необходимо выяснить по каким причинам это могло произойти.
В приложении П2 приводятся методика вычисления параметров распределения и , а также проверки соответствия экспериментального распределения нормальному закону по критерию в EXCEL.
5 Контрольные вопросы.
1. Какое применение находит статистический метод при анализе точности технологических процессов?
2. В чем заключается сущность статистического метода анализа производственных погрешностей?
3. При каких условиях распределение производственных
погрешностей подчиняется нормальному закону?
4. Какими числовыми параметрами характеризуется нормальный закон распределения погрешностей?
5. Какова методика определения числовых характеристик нормального распределения X и б* на основе опытных данных?
6. Опишите порядок построения гистограммы статистического распределения производственных погрешностей.
7. Опишите методику определения соответствия экспериментального распределения с теоретическим по критерию Пирсона.
8. Как оценивается точность исследуемого технологического
параметра по экспериментальным данным?
9. Опишите методику выполнения работы.
Литература
1.В.И. Харитонов, Ю.А. Сизов Программные статистические комплексы МГТУ «МАМИ», 2009 г.
2. Бунько Е.Б., Меша К.И., Мурачев Е.Г. и др., под ред. В.И. Харитонова «Управление техническими системами»- М.: ФОРУМ, 2010г. – 384 с.
Приложения
Приложение А Таблица ПА1
Функция Лапласа
| ! 0,00 | ! 0,01 | ! 0,02 | ! 0,03 | ! 0,04 | ! 0,05 | ! 0,06 | ! 0,07 | ! 0,08 | ! 0,09 | |
| 0,0 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 2,1 2,2 2,3 2,4 2,5 2,6 2,7 2,8 2,9 | 0,0000 0,0793 0,1179 0,1915 0,2257 0,2580 0,2881 0,3159 0,3413 0,3643 0,3849 0,4032 0,4192 0,4332 0,4452 0,4554 0,4641 0,4713 0,4772 0,4821 0,4861 0,4893 0,4918 0,4938 0,4953 0,4965 0,4974 0,4981 | 0,0040 0,0832 0,1271 0,1591 0,1950 0,2291 0,2611 0,2910 0,3186 0,3438 0,3665 0,3869 0,4049 0,4207 0,4345 0,4463 0,4564 0,4649 0,4719 0,4778 0,4826 0,4865 0,4896 0,4920 0,4940 0,4955 0,4966 0,4975 0,4982 | 0,0080 0,0871 0,1255 0,1628 0,1985 0,2324 0,2642 0,2939 0,3212 0,3461 0,3683 0,3888 0,4066 0,4222 0,4357 0,4474 0,4573 0,4656 0,4726 0,4783 0,4830 0,4858 0,4898 0,4922 0,4941 0,4956 0,4967 0,4976 0,4982 | 0,0120 0,0909 0,1293 0,1664 0,2019 0,2357 0,2673 0,2967 0,3238 0,3485 0,3708 0,3907 0,4082 0,4236 0,4370 0,4484 0,4582 0,4664 0,4732 0,4788 0,4834 0,4871 0,4901 0,4925 0,4943 0,4957 0,4968 0,4977 0,4983 | 0,0160 0,0948 0,1331 0,1700 0,2045 0,2389 0,2703 0,2995 0,3264 0,3508 0,3729 0,3925 0,4099 0,4251 0,4382 0,4505 0,4591 0,4671 0,4738 0,4793 0,4838 0,4875 0,4904 0,4927 0,4945 0,4960 0,4969 0,4978 0,4984 | 0,0199 0,0987 0,1368 0,1736 0,2088 0,2422 0,2734 0,3023 0,3289 0,3531 0,3749 0,3944 0,4115 0,4265 0,4394 0,4505 0,4599 0,4678 0,4744 0,4798 0,4842 0,4878 0,4906 0,4929 0,4946 0,4961 0,4970 0,4979 0,4985 | 0,0239 0,1026 0,1406 0,1772 0,2123 0,2454 0,2764 0,3051 0,3315 0,3554 0,3770 0,3962 0,4131 0,4279 0,4406 0,4515 0,4608 0,4686 0,4750 0,4803 0,4845 0,4881 0,4909 0,4931 0,4948 0,4962 0,4971 0,4979 0,4985 | 0,0279 0,1064 0,1443 0,1008 0,2157 0,2486 0,2794 0,3078 0,3340 0,3577 0,3790 0,3980 0,4147 0,4292 0,4418 0,4525 0,4616 0,4693 0,4756 0,4808 0,4850 0,4884 0,4911 0,4932 0,4949 0,4963 0,4972 0,4980 0,4986 | 0,0319 0,1103 0,1480 0,1644 0,2190 0,2517 0,2823 0,3106 0,3365 0,3599 0,3810 0,3997 0,4162 0,4306 0,4429 0,4535 0,4625 0,4699 0,4761 0,4812 0,4854 0,4887 0,4913 0,4934 0,4951 0,4963 0,4973 0,4980 0,4986 | 0,0353 0,1141 0,1517 0,1879 0,2224 0,2549 0,2852 0,3133 0,3389 0,3621 0,3830 0,4015 0,4177 0,4319 0,4441 0,4545 0,4633 0,4706 0,4767 0,4817 0,4857 0,4890 0,4916 0,4936 0,4952 0,4964 0,4974 0,4981 0,4986 |
Таблица ПА2
Критерий К.Пирсона
| P | |||||||
| 0,01 | 0,05 | 0,1 | ………. | 0,9 | 0,95 | 0,99 | |
| 0,00016 | 0,004 | 0,0158 | 2,706 | 3,841 | 6,635 | ||
| 0,0201 | 0,103 | 0,211 | 5,991 | 7,824 | 9,210 | ||
| 0,115 | 0,352 | 0,584 | 7,815 | 9,837 | 11,345 | ||
| 0,297 | 0,711 | 1,064 | 7,779 | 9,488 | 13,277 | ||
| 0,554 | 1,145 | 1,610 | 9,236 | 11,070 | 15,086 | ||
| 0,872 | 1,635 | 2,204 | 10,645 | 12,592 | 16,812 | ||
| 1,239 | 2,167 | 2,833 | 12,017 | 14,067 | 18,475 | ||
| 1,646 | 2,733 | 3,490 | 13,362 | 15,507 | 20,090 | ||
| 2,088 | 3,325 | 4,168 | 14,684 | 16,679 | 21,666 | ||
| 2,558 | 3,940 | 4,865 | 15,987 | 18,307 | 23,209 | ||
| 3,053 | 4,575 | 5,578 | 15,987 | 18,307 | 23,209 | ||
Приложение Б








