 2015-01-07
2015-01-07 448
448Принцип сварки. Соединение при этом способе сварки образуется под действием ультразвуковых колебаний (частотой 20-40 кГц) и сжимающих давлений, приложенных к свариваемым деталям.
Ультразвуковые колебания в сварочных установках получают следующим образом. Ток от ультразвукового генератора (УЗГ) подаётся на обмотку магнитострикционного преобразователя (вибратора), который собран из пластин толщиной 0,1-0,2 мм (рисунок 1). Материал, из которого они изготовлены, способен изменять свои геометрические размеры под действием переменного магнитного поля.
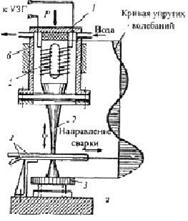
| Рисунок 1 - Схема ультразвуковой сварки: 1 - акустический узел; 2 - инструмент (волновод); 3 - регулировочный винт опоры; 4 - свариваемые детали; 5 - вибратор; 6 - кожух |
Если магнитное поле направлено вдоль пакета пластин, то любые его изменения приводят к укорочению или удлинению магнитостриктора, что обеспечивает преобразование высокочастотных электрических колебаний в механические той же частоты.
При этом методе сварки колебательные движения ультразвуковой частоты разрушают неровности поверхности и оксидный слой. Совместное воздействие на соединяемые детали механических колебаний и относительно небольшого давления сварочного волновода-инструмента обеспечивает течение металла в зоне соединяемых поверхностей без внешнего подвода теплоты. В результате трения, вызванного возвратно-поступательным движением сжатых контактирующих поверхностей, нагреваются поверхностные слои материалов.
Грницы применимости:
размеры – диапазон геометрических размеров контактных площадок полупроводниковых приборов очень широк - от нескольких микрометров у интегральных схем и дискретных транзисторов до 400-700 мкм у мощных транзисторов и диодов; диаметры 0,01-0,5мм
параметры – частота 4-100 кГц, скорость сварки 2-15 м/мин, мощьность 20-8000Вт, продолжительность 0,1-3 сек, усилие 5-11кН;
материалы – Алюминий, вольфрам, медь золото серебро титан;
область применения – применяется для соединения металла небольших толщин, для сварки полимерных материалов, разработан процесс сварки костных тканей в живом организме, позволяет решить проблему присоединения к кристаллам кремния полупроводниковых приборов алюминиевых проводников-выводов, которыми осуществляется подключение приборов к внешним электрическим цепям. Присоединение выводов - наиболее трудоёмкая операция во всём цикле изготовления приборов.








