 2015-01-21
2015-01-21 451
451Необходимые положения сварочной головки вводятся в память ЭВМ в процессе обучения. Положения головки при приварке контактов кристалла и выводов корпуса фиксируются по наличию электрического контакта между сварочной головкой и корпусом. При этом ЭВМ запоминает состояние (число шагов) шагового двигателя. Положение головки при образовании петли программируется при обучении. При этом перемещением головки управляют вручную, пока не получат перемычку требуемой высоты. При переходе на автоматический режим это положение головки будет зафиксировано в памяти машины.
Вертикальные перемещения головки производятся относительно рычага 25 механизма подъема, его положение регулируется винтом 24. Ультразвуковой преобразователь 12 с инструментом 9 упруго закреплен в корпусе 14, усилие прижима регулируется винтом 15.
На кронштейне сварочной головки размещены сварочные щипцы 10, осуществляющие зажим, подачу и обрыв проволоки. Зажим проволоки производится смыканием губок щипцов электромагнитом 7. Подача и обрыв проволоки осуществляется за счет поворота щипцов в зажатом состоянии в вертикальной плоскости. Для их поворота служит пластина 5, закрепленная в шарнирной опоре 4. Один конец пластины защемлен, а второй входит в паз рычага 6, связанного с щипцами. При подаче тока в катушку электромагнита обрыва проволоки 2 центр пластины опускается вниз, а ее конец поворачивает рычаг 6 по часовой стрелке, отводя щипцы от инструмента и обрывая алюминиевую проволоку. Для подачи проволоки запитывается электромагнит 3, при этом щипцы перемещаются к инструменту и проталкивают проволоку. Величина хода щипцов при подаче и обрыве проволоки и усилие их смыкания регулируется положением сердечников соответствующих электромагнитов.
Координатный стол для угловых и линейных перемещений представлен на рис. ниже. На плите 8 смонтирован привод для перемещения по одной из координат, включающий шаговый электродвигатель 7, передающий вращение на ходовой винт 9, который поступательно перемещает гайку 10, фиксируемую от поворота скользящей шпонкой 11. Торец гайки упирается в каретку 12, перемещающуюся в шариковых направляющих и прижимаемую к гайке двумя пружинами аналогично каретке 5. В каретке 12 смонтирован такой же привод для перемещения по другой координате в шариковых направляющих 6 каретки 5. Пружины 13 прижимают каретку к торцу ведущей гайки.
На поверхности каретки 5 смонтирован привод поворота рабочего столика и механизм закрепления или освобождения корпуса обрабатываемой ИС. Вращение от шагового электродвигателя 5 через червяк 3 передается на колесо 2, приводящее во вращение рабочий столик. Для фиксации корпуса служит поршень 4, который при подаче воздуха перемещается вверх, сжимая пружину 1 и перемещая вверх штифт, осуществляющий подъем фиксатора. Корпус удерживается усилием пружины при опускании фиксатора.
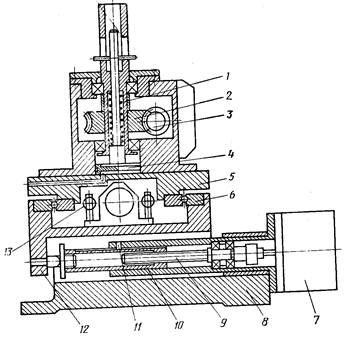
Координатный стол микросварочной установки








