2015-01-21
2015-01-21 623
623Герметизация является заключительным этапом изготовления ИС и может выполняться сваркой, пайкой мягкими и твердыми припоями, стеклом, клеем, пластмассой. Для герметизации ИС используются металлостеклянные, металлокерамические и пластмассовые корпуса.
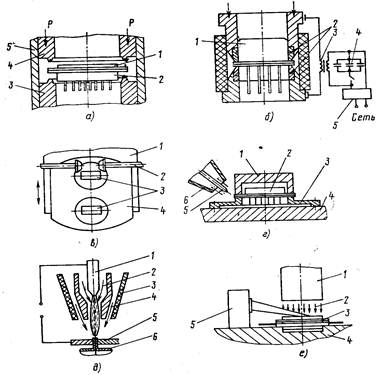
На рисунке ниже показаны конструктивные схемы герметизации корпусов ИС холодной сваркой (а), контактной точечной (б) и роликовой (в), аргонно-дуговой (г), микроплазменной (д) сваркой и пайкой (е). Для герметизации корпусов ИС холодной сваркой чаще всего применяют точечную сварку по замкнутому контуру (периметру) силами Р, направленными перпендикулярно свариваемым поверхностям (рис. а). Внутри стакана 5 перемещаются верхний 4 и нижний 3 пуансоны, герметично соединяющие баллон 2 и крышку 1 корпуса ИС. Сварное соединение получается вследствие пластической деформации хорошо очищенных от оксидного слоя и жировых пленок свариваемых металлов (как однородных, так и разнородных). Контактная (электроконтактная) сварка применяется для герметизации ИС в металлостеклянных и металлокерамических корпусах круглой и прямоугольной формы со штырьковыми выводами. Основными ее видами являются сварка по контуру (рис. б) и шовная роликовая (рис. в) сварка. Герметичное неразъемное соединение получается за счет нагрева свариваемых материалов до пластического или расплавленного состояния с последующим сжатием. Нагрев осуществляется пропусканием электрического тока через свариваемые элементы.