 2015-02-24
2015-02-24 488
488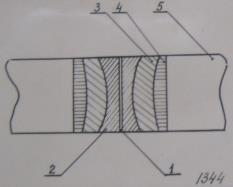
Рисунок 24 - Схема зоны влияния сварки
1-сварной шов
2-зона крупного зерна (околошовная зона)
3-зона мелкого зерна
4-зона отпуска
5-основной металл
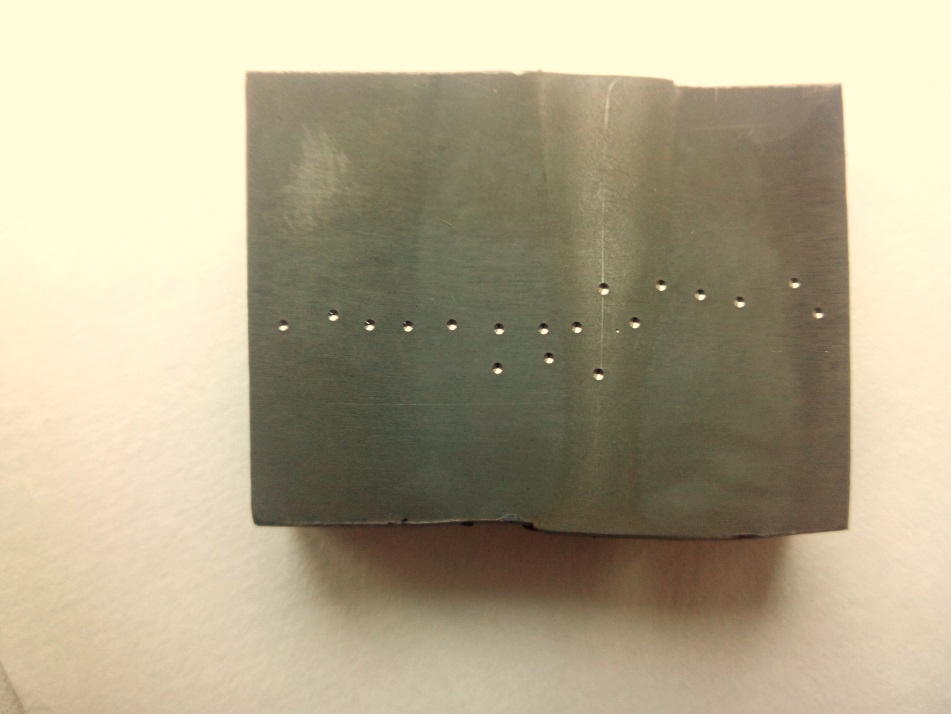
Исследование макрошлифа
а) б)
Рисунок 25 - Макроструктура сварного шва до и после термообработки
а) Сварной шов до термообработки, б) Сварной шов после термообработки
Таблица 14 – Результаты замеров на твердость в различных зонах сварного шва до термообработки.
| Частота измерений | Сварной шов | ||||||||||||
| Твердость до Т/О НRC | Слева от шва | ||||||||||||
| Справа от шва |
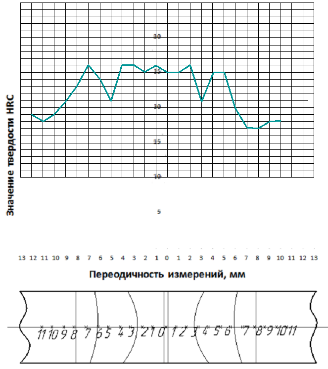
Рисунок 26 - Схема зоны влияния сварки (до термообработки)
Таблица 15 – Результаты замеров на твердость в различных зонах сварного шва после термообработки.
| Частота измерений | Сварной шов | ||||||||||||
| Твердость после Т/О НRC | Слева от шва | ||||||||||||
| Справа от шва |
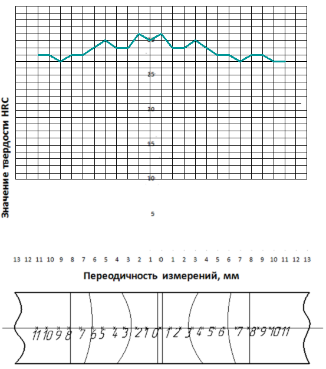
Рисунок 27 - Схема зоны влияния сварки (после термообработки)
Из данных представленных на рисунках 26, 27 видно, что до термообработки сварочный шов имеет более высокую твердость, в отличии от основного металла. Твёрдость с обоих сторон сварного шва распределяется одинаково. Обезуглероженные участки не обнаружены. На основании этого можно сделать вывод, что было получено качественное сварное соединение.
После проведения термической обработки твердость на образце поднялась равномерно и находилась в пределах от 27 до 31 HRC. Твердость в зонах сварного шва была выше, чем у основного металла. На основании данного сравнения можно сделать вывод, что полученный сварочный шов по прочности не уступает основному металлу, а значит, что было получено равнопрочное сварное соединение.








