 2015-02-27
2015-02-27 6532
6532Агрегатирование - это метод конструирования машин, оборудования и т. п. из унифицированных и стандартных деталей и узлов многократного использования. Агрегатирование позволяет не создавать каждую новую машину как оригинальную, единственную в своем роде, а в большинстве случаев перекомпоновывать имеющиеся машины, используя уже спроектированные и освоенные производством узлы и агрегаты. Это способствует значительному увеличению мощности предприятий без излишних затрат и без увеличения производственных площадей.
Метод агрегатирования находит особенно широкое применение при создании технологического оборудования и средств механизации самого различного назначения: металлорежущих и деревообрабатывающих станков, кузнечно-прессового и сварочного оборудования, литейных машин, подъемно-транспортного оборудования, всех видов технологической оснастки.
Общие положения и методику агрегатирования рассмотрим на примере технологического оборудования. В общем виде последовательность работы по агрегатированию технологического оборудования может быть представлена в виде ряда этапов, приведенных в таблице 9.1.
|
|
|
Таблица 9.1 – Этапы работ по агрегатированию
| Наименование этапа | Результат выполнения этапа |
| 1 Классификация деталей, обрабатываемых на агрегатном технологическом оборудовании | Методика выбора деталей для обработки на агрегатном оборудовании |
| 2 Разработка методов переналаживания элементов технологического процесса и создание типовых технологических процессов | Методика выбора характера и степени переналаживаемости Методика выбора характера и степени переналаживаемости элементов технологического процесса и типизация технологических процессов |
| 3 Разработка методов членения оборудования на агрегаты и узлы, и перечня агрегатов и узлов оборудования для различных типов производства | Технические задания на проектирование агрегатов и узлов. Комплекс стандартов на основные параметры агрегатов и узлов технологического оборудования |
| 4 Разработка оптимальных компоновок агрегатного оборудования | Стандартизация схем компоновок агрегатного оборудования в зависимости от вида производства |
| 5 Разработка показателей качества агрегатного оборудования | Стандарты на показатели качества отдельных агрегатов и узлов оборудования |
| 6 Опытно-конструкторские и экспериментальные работы по созданию оборудования | Рабочие чертежи, изготовление и испытание опытных образцов |
Продолжение таблицы 9.1
| Наименование этапа | Результат выполнения этапа |
| 7 Разработка рекомендаций по созданию специализированного производства агрегатов и узлов и по организации прокатно-монтажных баз | Организация специализированного производства стандартных узлов и агрегатов и прокатно-монтажных баз |
Классификация деталей позволяет создавать оборудование для обработки деталей в пределах одной или нескольких классификационных групп. Методы классификации и основные признаки, положенные в основу классификации, изложены в технологическом классификаторе деталей (ВНИИНМАШ) и могут быть использованы для целей агрегатирования.
|
|
|
Классификация деталей для механической обработки учитывает форму детали, ее материал, габаритные размеры, характер обрабатываемых поверхностей и т. д.; классификация сварных изделий - конструкцию, габаритные размеры, материалы, методы сварки, тип шва и т. д.
Непрерывное совершенствование и развитие техники требуют более частой смены объектов производства и, следовательно, его переналадки. Характер переналадки производственного процесса зависит от вида производства. От последовательности и характера технологических процессов зависит компоновка агрегатных станков и линий.
Важное значение имеет рациональное членение оборудования, создание перечня агрегатов и узлов, полностью отвечающего требованиям производства. Членение конструкции оборудования должно быть таким, чтобы из минимального числа типоразмеров агрегатов и узлов можно было создавать максимальное число компоновок оборудования. Результатом проведения этой работы должны быть параметрические стандарты на агрегаты и узлы и технические задания на их проектирование.
Разработка схем оптимальных компоновок позволяет создавать в зависимости от вида производства экономически наиболее целесообразные агрегаты и узлы и устанавливать последовательность их работы в той или другой компоновке.
Разработка показателей качества агрегатного оборудования должна вестись параллельно и даже несколько опережать опытно-конструкторские и экспериментальные работы по созданию агрегатного оборудования. Это один из важнейших этапов работы. Показатели качества и их конкретные значения устанавливаются в зависимости от конструкции, назначения узла и т. д. и регламентируются в стандартах.
На этапе опытно-конструкторских разработок изготовляются, макеты, происходит отработка отдельных элементов, составляются рабочие чертежи и испытываются опытные образцы агрегатов и узлов.
 Последний этап - разработка рекомендаций по организации специализированных производств узлов и агрегатов и проектно-монтажных баз агрегатного оборудования. При этом необходимо определить потребность промышленности в том или ином виде оборудования и дать полное технико-экономическое обоснование создания специализированных производств.
Последний этап - разработка рекомендаций по организации специализированных производств узлов и агрегатов и проектно-монтажных баз агрегатного оборудования. При этом необходимо определить потребность промышленности в том или ином виде оборудования и дать полное технико-экономическое обоснование создания специализированных производств.
Из сказанного выше видно, что базой развития агрегатирования является стандартизация. Широкое внедрение агрегатирования немыслимо без разработки параметрических стандартов и стандартов на показатели качества различных типов узлов и агрегатов машин.
Внедрение принципов агрегатирования в машиностроении позволяет:
- значительно повысить уровень и масштабы автоматизации производственных процессов, обеспечить тем самым повышение производительности труда и снижение трудоемкости изготовления изделий;
- повысить гибкость и мобильность промышленности при переходе на выпуск новых изделий;
- сократить сроки создания и стоимость автоматизированного оборудования и уменьшить сроки и стоимость освоения производства новых машин, механизмов и приборов.
Принципиальное преимущество метода агрегатирования заключается также в том, что при специализированном производстве стандартных агрегатов и узлов и поставке их «россыпью» потребители получают возможность сами компоновать нужные им станки, оборудование, автоматические линии. Приобретение готовых узлов, изготовляемых на специализированных заводах, позволит также удешевить и упростить ремонт машин.
|
|
|
Вопрос 2 Применение методов агрегатирования для создания средств комплексной механизации и автоматизации производства
Автоматизация производства заключается в применении комплекса приборов, машин и устройств, позволяющих управлять ходом производственных процессов без участия человека (полностью или частично).
 Важнейшими предпосылками автоматизации и механизации производства являются: массовость продукции, повторяемость, непрерывность и поточность процесса и его стабильность. Все перечисленные факторы в разной мере влияют на эффективность автоматизации и механизации производственных процессов, и учет их в каждом конкретном случае является обязательным.
Важнейшими предпосылками автоматизации и механизации производства являются: массовость продукции, повторяемость, непрерывность и поточность процесса и его стабильность. Все перечисленные факторы в разной мере влияют на эффективность автоматизации и механизации производственных процессов, и учет их в каждом конкретном случае является обязательным.
Однако если в массовом и крупносерийном производстве, имеющем стабильный характер, механизация и автоматизация находят весьма широкое применение, то в серийном и мелкосерийном производстве, для которого характерны многономенклатурность, более частая сменяемость изделий и непрерывное совершенствование конструкций в процессе производства, они развиты еще недостаточно. Между тем предприятиями с серийным и мелкосерийным характером производства выпускается значительная часть машиностроительной продукции.
Для решения проблемы механизации и автоматизации серийного и мелкосерийного производства потребовалось разработать методы создания легко переналаживаемых средств механизации и автоматизации производственных процессов и найти пути сокращения сроков и стоимости создания средств механизации и автоматизации.
Рассмотрим подробнее вопросы, связанные с механизацией и автоматизацией производственных процессов механической обработки деталей машин.
В настоящее время в этой области сложилось два основных направления работ:
1) оснащение машиностроительных заводов специальными автоматизированными станками и автоматическими машинами, поставляемыми станкостроительными предприятиями;
|
|
|
2) автоматизация существующих процессов на основе оснащения универсальных станков автоматизирующими устройствами и встраивание этих станков в поточные автоматические линии.
В области механизации и автоматизации производственных процессов и оснащения производства при создании специального автоматизированного оборудования накоплен значительный опыт, однако главным образом в массовом и крупносерийном производстве.
При малых масштабах производства, невысокой серийности выпуска и многономенклатурности специальные станки и автоматические линии, предназначенные для обработки какой-либо одной конкретной детали, в большинстве случаев не удается эффективно загрузить. При частой сменяемости объектов производства применение специальных станков и автоматических линий оригинальной конструкции неэффективно потому, что использовать их при смене изделия или изменении его конструкции чаще всего практически невозможно.
Кроме того, при существующих методах проектирования и изготовления специальных станков и автоматических линий цикл их создания и стоимость весьма значительны. Известно, что практически проектирование каждого нового специального станка, новой автоматической линии ведется как бы заново. В лучшем случае заимствуются отдельные узлы ранее спроектированного оборудования. Поэтому даже в тех случаях, когда специальные станки намного проще в конструктивном отношении, чем универсальные станки того же назначения, стоимость этих специальных станков, изготовляемых по индивидуальным проектам, значительно выше стоимости универсальных станков, выпускаемых серийно. Именно поэтому в отраслях машиностроения с серийным и мелкосерийным характером производства удельный вес специальных автоматизированных станков в общем парке металлорежущего оборудования превышает 10 - 15%.
Второе сложившееся направление механизации и автоматизации машиностроительного производства предусматривает автоматизацию существующих процессов на основе оснащения универсальных станков автоматизирующими устройствами.
В условиях невысокой серийности выпуска и частой сменяемости изделий это направление имеет преимущества. Универсальное оборудование может быть эффективно загружено даже при небольшом масштабе и многономенклатурности выпуска изделий; а также использовано при смене объекта производства. Однако эффективность этого направления механизации значительно снижается недостатками, присущими универсальному оборудованию: сравнительно низкая производительность и невысокая степень автоматизации универсального оборудования, необходимость оснащения его большим количеством дорогостоящих специальных приспособлений, невозможность автоматизации процессов обработки многих специфических деталей вследствие ограниченности рабочих зон универсального оборудования. Универсальное оборудование является оборудованием широкого назначения. Известно, что производительность специальных и специализированных станков в три, а в отдельных случаях - пять, десять и более раз выше, чем универсальных.
Повышение производительности универсального оборудования может быть достигнуто за счет оснащения его устройствами числового программного управления и промышленными роботами и манипуляторами. Однако принципиального изменения производительности универсального оборудования по сравнению со специальным эти средства автоматизации еще не обеспечивают.
Очевидно, что особенности серийного и мелкосерийного производства требуют изыскания новых методов и средств автоматизации и механизации производственных процессов. Большие перспективы в области автоматизации, в том числе и в мелкосерийном производстве, открывает направление работ по автоматизации, основанное на применении методов унификации и стандартизации, основными положениями которого являются:
- преимущественное оснащение машиностроительного производства гибкими производственными системами из специализированных переналаживаемых станков и автоматических линий, которые могут быть эффективно использованы в условиях любой серийности выпуска и частой сменяемости или изменения конструкций изделий;
- создание станков и автоматических линий методом агрегатирования и широкая стандартизация и унификация конструктивных элементов (деталей, узлов, агрегатов, модулей);
- компоновка необходимых машиностроительным заводам специальных и специализированных станков и автоматических линий (в том числе самих заводов - потребителей оборудования) из стандартизованных и унифицированных элементов, выпускаемых станкостроительными предприятиями.
Оснащение машиностроительного производства обеспечивает эффективную загрузку автоматизированного оборудования даже при небольшой серийности выпуска продукции. Возможность быстро переналаживать специализированное оборудование придает производству гибкий, мобильный характер, облегчает и ускоряет подготовку и освоение производства новых изделий.
Эффективно применение специализированного оборудования при механической обработке большинства типовых деталей, многократно повторяющихся в различных вариантах в конструкциях многих изделий. В различных отраслях машиностроения удельный вес типовых деталей составляет от 65 до 80 %. В условиях типизации технологических процессов обработки типовых деталей и концентрации изготовления этих деталей на определенных производственных участках возможности насыщения машиностроительного производства специализированными станками, в том числе станками с числовым программным управлением, и автоматическими линиями практически очень большие.
Предварительный анализ, проведенный на основе классификации деталей и типовых технологических процессов, показал, что можно увеличить удельный вес специализированного металлорежущего оборудования в механических цехах машиностроительных заводов с мелкосерийным характером производства до 40 % и более от общей численности станочного парка. По предварительным подсчетам, это позволит снизить трудоемкость механической обработки деталей изделий и высвободить производственные площади, которые могут быть использованы для расширения производства.
Проведение широкой программы механизации и автоматизации производственных процессов, в особенности в мелкосерийном производстве, требует повышения роли самих предприятий в создании необходимых им станков и автоматических линий, а это возможно только на базе широкой стандартизации элементов оборудования и организации централизованного изготовления этих элементов.
Опыт работы по созданию агрегатных станков и автоматических линий, накопленный станкостроителями, позволяет утверждать, что стандартизацией может быть охвачено большинство элементов конструкции оборудования.
Важнейшим преимуществом агрегатных станков из стандартных, элементов является также возможность быстрой их перекомпоновки. При смене объекта производства станки разбираются, и из тех же стандартных элементов собираются новые компоновки станков.
Если все этапы создания специальных станков оригинальной конструкции осуществляются последовательно и приступить к изготовлению такого станка можно только после получения чертежей нового изделия, для которого этот станок предназначается, то при создании специальных и специализированных агрегатных станков этапы, связанные с проектированием и изготовлением стандартных узлов станка, как бы выносятся за цикл подготовки производства нового изделия. Заводу только остается разработать рабочую компоновку станка и собрать его из изготовленных станкостроительными заводами узлов и агрегатов. Благодаря этому и достигается большое сокращение сроков оснащения производства.
Тема №10 Комплексная и опережающая стандартизации
Вопрос 1 Комплексная стандартизация
Вопрос 2 Опережающая стандартизация
Вопрос 1 Комплексная стандартизация
Качество машин и других изделий определяется большим количеством факторов: совершенством конструкций и методов проектирования и расчета машин или их составных частей на прочность, надежность, долговечность и точность; качеством применяемого сырья, материалов, заготовок, полуфабрикатов, покупных изделий; степенью унификации, агрегатирования и стандартизации; уровнем технологии и средств производства, контроля и испытаний; уровнем взаимозаменяемости, организации производства и эксплуатации машин; квалификацией рабочих. Для обеспечения высокого качества машин необходимы оптимизация указанных факторов и строгая взаимная согласованность требований к их качеству как при проектировании, так и на этапах производства и эксплуатации. При больших масштабах производства и широких межотраслевых связях повышение качества машин и других изделий и эффективности их производства и эксплуатации может быть достигнуто только методом комплексной стандартизации.
Комплексная стандартизация (КС) - это стандартизация, при которой осуществляются целенаправленное и планомерное установление и применение системы взаимоувязанных требований как к самому объекту КС в целом и его основным составным частям, так и к другим материальным и нематериальным факторам, влияющим на объект, в целях обеспечения оптимального решения конкретной проблемы. Следовательно, сущность КС заключается в систематизации, оптимизации и увязке всех взаимодействующих факторов, обеспечивающих экономически оптимальный уровень качества продукции в требуемые сроки.
Эффективным средством организации работ по комплексной стандартизации является разработка и реализация программ комплексной стандартизации важнейших видов продукции, позволяющих организовать разработку комплекса взаимоувязанных стандартов и технических условий, координировать действия большого числа организаций-исполнителей.
Программы комплексной стандартизации продукции разрабатываются на:
- отдельные виды продукции, имеющей важнейшее народнохозяйственное значение, на продукцию межотраслевого применения (шарикоподшипники, редукторы и т. п.);
- группы важнейших видов однородной продукции;
- группы разнородной продукции совместного применения, например на системы машин.
Разработка программ комплексной стандартизации должна быть направлена на:
- повышение технического уровня и качества продукции, усиление режима экономии всех видов ресурсов;
- повышение научно-технического уровня стандартов и их организующей роли в ускорении научно-технического прогресса на основе широкого использования результатов научно-исследовательских, опытно-конструкторских работ и лучших зарубежных достижений науки и техники;
- опережающую стандартизацию сырья, материалов, покупных изделий, качество которых оказывает решающее влияние на технический уровень и качество конечной продукции.
Содержанием программы является комплекс нормативно-технических документов, разрабатываемых по программе, соблюдение которых в производстве обеспечивает запланированное качество продукции.
В комплекс нормативно-технических документов включаются: государственные стандарты, отраслевые стандарты, региональные стандарты, технические условия. Допускается включение в комплекс методик, методических указаний и инструкций. Указанные НТД должны быть взаимоувязаны по значениям, показателей технического уровня и качества продукции и по срокам разработки и реализации с соблюдением требований опережающей стандартизации.
Комплекс нормативно-технических документов разрабатывается на основе:
- анализа и оценки технического уровня и качества конечной продукции, а также сырья, материалов, покупных изделий и оборудования, используемых и применяемых при производстве или потреблении конечной продукции;
- современных научно-технических достижений, передового отечественного и зарубежного опыта;
- анализа и оценки научно-технического уровня действующих нормативно-технических документов;
- анализа потребностей народного хозяйства и спроса населения;
- анализа достигнутого уровня технологии и организации производства;
- анализа материалов аттестации продукции;
- анализа состояния измерительной техники и метрологического обеспечения производства конечной продукции, сырья, материалов, комплектующих изделий, средств производства.
Объекты комплексной стандартизации в машиностроении указаны на рисунке 10.1.
Предметом КС может быть система функционально связанных материальных и нематериальных объектов, объединенных совокупностью требований, которые выбирают в соответствии с поставленной задачей. Необходимо обязательно указывать также требования, обеспечивающие безопасность труда и охрану окружающей среды.
Требования к качеству продукции, на которую будут разрабатываться стандарты по программе КС, должны быть прогрессивными. Прогрессивность показателей технического уровня и качества конечной продукции обосновывается сравнением с количественными характеристиками аналогичной продукции передовых отечественных и зарубежных предприятий. При этом сравнение следует выполнять не с одним, а с несколькими аналогами, и при их выборе руководствоваться тем, чтобы обеспечивалась конкурентоспособность отечественной продукции на мировом рынке.
Обоснование прогрессивности параметров стандартизуемых технологических процессов производится также сравнением с параметрами процессов, внедренных на передовых отечественных и зарубежных предприятиях.
Комплексная стандартизация осуществляется на основе принципов системности, комплексности и оптимального ограничения. Принцип системности состоит в том, что при комплексной стандартизации учитывают функциональные взаимосвязи между основным объектом КС и его элементами и на этой основе устанавливают систему взаимоувязанных требований как к основному объекту стандартизации, так и к материальным и нематериальным элементам (факторам), влияющим на него; система требований используется при создании основного объекта, его производстве и эксплуатации (использовании).
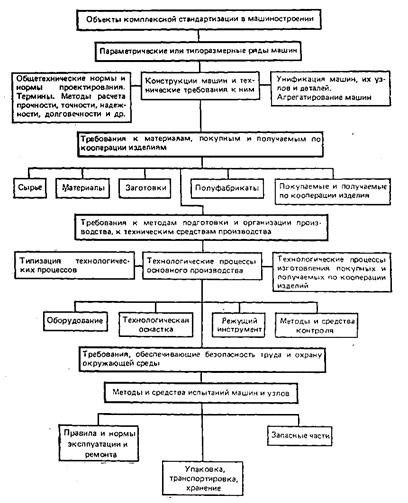
Рисунок 10.1 – Схема объектов комплексной стандартизации.
Принцип комплексности и оптимального ограничения заключается в том, что для достижения оптимального влияния КС на повышение качества конечной продукции, эффективность производства и эксплуатации (потребления) ее необходимо учесть все элементы (факторы), влияющие на эффективность результатов комплексной стандартизации. Между этими элементами и конечным объектом КС функциональной связи может и не быть. Неполный охват элементов КС и их показателей будет снижать ее эффективность. В то же время охват КС большой номенклатуры элементов, мало влияющих на конечный объект стандартизации, значительно повышает трудоемкость работ по КС и мало отражается на ее качестве.
Вопрос 2 Опережающая стандартизация
Опережающая стандартизация (ОС) — это стандартизация, заключающаяся в установлении повышенных по отношению к уже достигнутому на практике уровню норм, требований к объектам стандартизации, которые согласно прогнозам будут оптимальными в последующее планируемое время.
Обязательным признаком ОС является наличие времени упреждения производства комплектующих изделий и вспомогательной продукции повышенного качества по отношению к времени производства конечного изделия.
Объектами ОС являются важнейшие продукция и процессы, параметры которых (нормы, правила и требования к этой продукции и процессам) и возможности их обеспечения изменяются в течение срока действия стандартов.
В зависимости от реальных условий в стандартах устанавливаются показатели (нормы, характеристики рабочего процесса и т. д.) в виде ступеней качества, имеющие дифференцированные сроки введения.
Главным условием при разработке опережающих, в частности так называемых ступенчатых стандартов, является установление в них таких параметров и значений показателей качества, которые были бы оптимальными в планируемом интервале времени. Оптимальными показателями являются такие нормы и требования, при которых заданная цель достигается с минимальными затратами, т. е. достигается максимальный технико-экономический эффект с учетом проектирования, производства и эксплуатации изделий.
Методы прогнозирования рассмотрены в ГОСТ 18.301—76 «Количественные методы оптимизации параметров объектов стандартизации. Методы обеспечения опережающей стандартизации. Основные положения».
Опережение может относиться как к изделию в целом, так и к наиболее важным параметрам и показателям его качества, методам и средствам производства, испытания и контроля и т. д. Опережающие стандарты могут базироваться на уже освоенных в других отраслях или в других странах образцах.
Когда необходимо значительно улучшить конструкцию серийно выпускаемого изделия, опережающую стандартизацию можно проводить параллельно с проектно-конструкторскими работами. Стандартизация не может «опережать» научные и технические открытия, которые являются результатом научно-исследовательских работ, но она должна базироваться на них, ускоряя процесс их широкого внедрения в промышленность. При разработке опережающих параметрических стандартов и стандартов типоразмеров изделий опережающую стандартизацию можно проводить до научно-исследовательских и опытно-конструкторских работ. В тех случаях, когда значения опережающих параметров и показателей качества модифицируемых (улучшаемых) изделий очевидны, а возможность их достижения проверена, работы по опережающей стандартизации можно проводить параллельно с конструкторскими работами, но до стадии технической подготовки производства этих изделий. Только при создании сложных машин, для производства которых требуется новое оборудование, ОС может производится параллельно с технической подготовкой производства. Нужно всегда учитывать, что чем большее количество взаимосвязанных факторов, определяющих уровень опережающих параметров и показателей качества нового конечного изделия, будет охвачено опережающей стандартизацией, тем в меньшие сроки и с лучшими результатами будет организовано производство новых изделий.
В качестве показателя своевременности разработки стандарта на продукцию с повышенным качеством обычно принимают период упреждения  момента утверждения
момента утверждения  стандарта относительно момента начала производства
стандарта относительно момента начала производства  этой продукции, т. е.
этой продукции, т. е.
 .
.
Увеличение периода упреждения дает возможность полнее учесть требования нового стандарта, особенно в части необходимых материалов, покупных и кооперируемых изделий, а также в отношении технической подготовки производства. Это способствует росту дополнительного эффекта Э( ) опережающей стандартизации (рисунок 10.2).
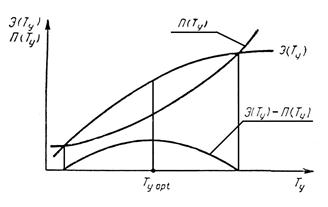
Рисунок 10.2. Оптимальный период упреждения момента утверждения опережающего стандарта относительно начала производства продукции по этому стандарту.
Однако с увеличением увеличиваются потери П( ), связанные с погрешностью оптимизации требований к стандарту из-за изменения этих требований с течением времени. Оптимальное значение  будет при максимальной разности Э( ) - П( ).
будет при максимальной разности Э( ) - П( ).
Опережающие стандарты могут быть государственными, региональными, отраслевыми или стандартами предприятия.
Внедрение стандартов с повышенными техническими требованиями к изделиям, к их деталям и агрегатам требует оснащения производства новым более точным автоматическим оборудованием и средствами контроля качества.
При разработке опережающих стандартов наибольшая трудность заключается в установлении количественных связей и степени влияния качественных показателей материала, заготовок, покупных и кооперируемых изделий, технологических и других факторов (являющихся объектами опережающей стандартизации) на показатели качества конечного изделия) Наиболее эффективен здесь метод функциональной взаимозаменяемости,- который будет рассмотрен ниже.
Эту задачу целесообразно решать в два этапа на основе принципа «от общего к частному»:
1) установление количественной связи, степени влияния и увязка показателей качества отдельных агрегатов, узлов, деталей, материала, покупных и кооперируемых изделий, входящих в конечное изделие, с требуемыми показателями качества конечного изделия в целом;
2) установление связей и увязка тех же параметров с требованиями к точности средств производства и контроля. При этом методы достижения требуемого качества покупных и кооперируемых изделий и материала устанавливает завод, который производит их.
При решении первого этапа задачи строят иерархическую схему готового изделия (рисунок 10.3).
По ней сначала увязывают показатели качества элементов первого уровня с заданными показателями качества конечного изделия, затем по таким же параметрам элементы второго уровня увязывают с установленными показателями качества первого уровня и т. д. Аналогично ведут решение и на втором этапе, но его иерархическая схема содержит, естественно, свои элементы.
Для определения оптимальных количественных требований к показателям качества стандартизуемых изделий применяют математическое моделирование и ЭВМ. Это позволяет более точно устанавливать вид связи и влияние большого количества факторов на нормируемые параметры качества конечного изделия, т. е. находить оптимальное решение.
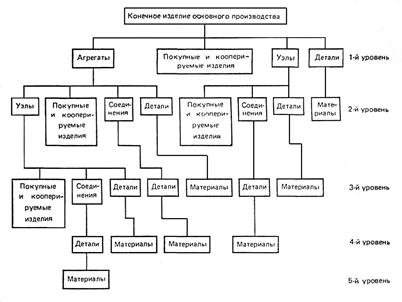
Рисунок 10.3 – Иерархическая схема установления требований к объектам опережающей стандартизации.
Итак, конечной целью комплексной и опережающей стандартизации является обеспечение и поддержание оптимального уровня качества машин, приборов и других изделий во времени путем одновременного проведения работ по установлению и стандартизации взаимоувязанных ступенчатых требований к качеству материала, деталей, узлов, покупных и кооперируемых изделий, элементов процессов проектирования, производства и эксплуатации изделия, исходя из требований к его качеству. Дальнейшее развитие теоретических и методологических основ опережающей и комплексной стандартизации будет способствовать более широкому внедрению их в практику стандартизации.
* Надалі під словом «підприємство» мається на увазі виробничі, науково-виробничі об'єднання, підприємства науково-дослідні й проектні, конструкторські й технологічні організації, підприємства організації системи побутового обслуговування й ін. галузей інфраструктури і сільського господарства.








