 2015-03-08
2015-03-08 5545
5545Введение
Приспособление - это технологическая оснастка, предназначенная для установки или направления предмета труда или инструмента при выполнении технологической операции.
Если приспособление входит в состав обрабатывающей технологической системы, его называют станочным приспособлением, если оно входит в состав сборочной технологической системы, то его принято называть сборочным приспособлением.
Приспособления предназначены главным образом для установки объекта, в качестве которого выступает заготовка, деталь или сборочная единица. Установка включает в себя базирование объекта и его закрепление. Поэтому основными частями приспособления являются корпус, базирующие (установочные) и зажимные элементы.
От качества приспособления в значительной степени зависит эффективность технологических процессов изготовления деталей и сборки изделий. Жесткость приспособления влияет на жесткость всей технологической системы. Какой бы ни была жесткость других элементов технологической системы, жесткость самой технологической системы не будет превышать жесткость приспособления.
Технические требования на приспособления
Технические требования на приспособления вытекают из их служебного назначения. Поскольку приспособление предназначено для базирования объекта, то предъявляются требования, которые можно разделить на три группы:
точность установочных элементов приспособления, образующих комплект баз для базирования объекта и комплект баз, которыми устанавливается само приспособление;
точность относительного положения комплектов баз;
точность положения направляющих втулок, кинематических элементов и их относительного положения.
Приспособление во время работы подвергается силовому и тепловому воздействию. На него действуют силы, обусловленные технологическим процессом, такие как, силы резания, запрессовки, зажима, инерции. Теплота, выделяемая вследствие технологического процесса, передается приспособлению, что ведет к возникновению в приспособлении упругих и тепловых перемещений. Это в свою очередь приводит к износу элементов и потери точности. Наибольшему износу, как правило, подвергаются направляющие втулки и базирующие элементы. Приспособление должно иметь необходимые прочность, жесткость, износостойкость и теплостойкость.
Применение станочных приспособлений позволяет:
надежно базировать и закреплять обрабатываемую деталь с сохранением ее жесткости в процессе обработки;
стабильно обеспечивать высокое качество обрабатываемых деталей при минимальной зависимости качества от квалификации рабочего;
повысить производительность и облегчить условия труда рабочего в результате механизации приспособлений:
расширить технологические возможности оборудования.
1. Корсаков В.С. Основы конструирования приспособлений: учебник - М.: Машиностроение, 1983. - 277 с.
2. Ансеров М.А. Приспособления для металлорежущих станков. Л.: Машиностроение, 1975. - 654 с.
3. Ракович А.Г. Автоматизация проектирования приспособлений для металлорежущих станков: монография - М.: Машиностроение, 1980 - 136 с.
4. Горохов В.А. Проектирование и расчет приспособлений. - Минск, Высшая школа, 1985 - 238с.
5. Альбом по проектированию приспособлений: Учеб. пособие для студентов машиностроительных специальностей вузов (В.М. Базров, А.И. Сорокин, В. А, Губарь и др.) - М.: Машиностроение, 1991. - 121 с
6. Кузнецов В.С., Пономарев В.А. Система универсально-сборных приспособлений в машиностроении. - М.: Машиностроение, 1964. - 271 с.
7. Микитянский В.В. Точность приспособлений в машиностроении. - М.: Машиностроение, 1984. - 128 с.
8. Пружинно-гидравлическая зажимная оснастка для металлорежущих станков / Под ред. Мышлевского А.А. - М.: Машиностроение, 1983. - 149 с.
9. Станочные приспособления: справочник - т.1,2. Под ред. Б.Н. Вардашкина и А.А. Шатилова. - М.: Машиностроение, 1984. - 591 с., 655 с.
10. Справочник технолога-машиностроителя в2-х томах, под ред. КосиловойА.Г., Мещерякова И.П.М. "Машиностроение" 1985.
1. Цель задания:
Приобретение знаний и навыков по базированию деталей, проектированию приспособлений для закрепления и обработки деталей машин, умению пользования справочной литературой.
2. Последовательность выполнения задания:
2.1 Пояснительную записку выполнять листах формата А 4 и оформлять согласно стандарта института.
2.2 В начале работы запишите по номеру зачетной книжки исходные данные задания: d, марку стали, σ в, Rz и точность окончательной обработки.
Размеры базового отверстия детали d взять в таблице №1, по двум последним цифрам номера зачетной книжки.
Предпоследняя цифра зачетной книжки - номер вашей строки в таблице. Последняя цифра зачетной книжки - номер вашей колонки в таблице. В пересечении строки и колонки размеры (d- диаметр) отверстия детали, мм,
Таблица 1 Варианты диаметра отверстия, мм
Марку стали, характеристику стали σв, взять в таблице №2 так же по двум последним цифрам номера зачетной книжки.
Предпоследняя цифра зачетной книжки - номер строки в таблице. Последняя цифра зачетной книжки - номер колонки в таблице. В пересечении строки и колонки ваш вариант.
Первое обозначение в ячейке таблицы - марка стали, второе значение - временное сопротивление σв, Мпа. (Н/мм2).
Таблица 2. Марка стали, характеристика стали.
| Ст.0; 320 | 25; 460 | 20Х; 850 | Ст.6; 720 | 70; 730 | 25Г; 500 | 70Г; 800 | Ст.1; 400 | 35Г; 570 | 20; 420 | |
| 08кп; 300 | 40; 580 | 30; 500 | 30Х; 900 | 45Х; 900 | Ст.6; 720 | 20; 420 | 40Г; 600 | Ст.4; 520 | 45Г; 630 | |
| 30Г; 550 | 20; 420 | Ст.2; 420 | 35; 540 | 35Х; 950 | 20Г; 460 | 25; 460 | Ст.0; 320 | 30Г; 550 | 10кп; 320 | |
| 08; 330 | 40Х; 850 | Ст.1; 400 | 45; 610 | 40; 580 | 40Х; 850 | 20; 420 | 65; 710 | Ст.3; 470 | 50Г; 660 | |
| 35; 540 | 50Г; 660 | 55; 660 | Ст.2; 420 | Ст.0; 320 | 45; 610 | 45Х; 900 | Ст.5; 620 | 25Г; 500 | 08кп; 300 | |
| 10кп; 320 | 20кп; 390 | 65; 710 | 30; 500 | Ст.6; 720 | 15Г; 420 | 15; 380 | 08; 330 | Ст.5; 620 | 60Г; 710 | |
| 45Г; 630 | 15; 380 | 20Х; 850 | 50; 640 | Ст.3; 470 | 30; 500 | Ст.0; 320 | 35Х; 950 | 20Г; 460 | 10; 340 | |
| 10; 340 | Ст.6; 720 | 15; 380 | 55; 660 | 40Г; 600 | 50; 640 | 20; 420 | Ст.4; 520 | 20кп; 390 | 65Г; 750 | |
| Ст.1; 400 | 60; 690 | Ст.3; 470 | 70; 730 | 25; 460 | 30Х; 900 | Ст.2; 420 | 25; 460 | 15Г; 420 | 25; 460 | |
| 15кп; 360 | 35Г; 570 | 25; 460 | 20Х; 850 | 40Г; 600 | 70; 730 | 15кп; 360 | 08кп; 300 | 30Х; 900 | 70Г; 800 |
Точность изготовления детали и фрезерования паза по 8 квалитету.
Разработке подлежат следующие вопросы:
1. Изучение технических условий на деталь, процесс выполнения операции, подбор типа станка и инструмента.
2. Выбор технологических баз.
3. Выбор базирующих и установочных элементов приспособления, расстановка сил, действующих на деталь, расчет или подбор режима резания.
4. Определение величин сил и моментов резания.
5. Предварительный выбор конструкции приспособления с учетом направления сил резания.
6. Расчет сил закрепления заготовки.
7. Выбор силового механизма и расчет его параметров.
8. Выполнение эскиза приспособления.
9. Описание приспособления
Задание
по выполнению курсовой работы
Разработать приспособление для базирования и закрепления заготовок для фрезерования паза.
Установочная база - базирование плоскостью, внутренней поверхностью
Вариант задания. Приспособление для базирования заготовки плоскостью и внутренней цилиндрической поверхностью.
Приспособление применяется при фрезеровании паза сечением а*h при a = h = 0.2 d, остальные размеры приведены на рисунке 1:
Диаметр детали D = 2,3 dотв, высота детали b = 0,67 dотв. Приспособление предназначено для базирования заготовки плоскостью,внутренней цилиндрической поверхностью, опорной скрытой базе и для закрепления заготовки равномерно распределенными силами,направленными по нормали к установочной базе.
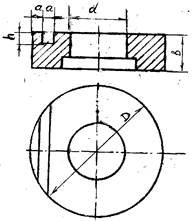
Рис.1

