 2015-04-12
2015-04-12 1912
1912Зубья точных цилиндрических зубчатых колес обычно после нарезания подвергают отделке каким-либо из следующих способов: шевингованием, шлифованием, притиркой, обкаткой. Шевингование заключается в том, что нарезанные ранее зубья отделывают инструментом-шевером, имеющим вид зубчатого колеса с эвольвентными зубьями (шевер-шестерня), на боковых поверхностях которых имеются узкие поперечные канавки, края этих канавок являются режущими кромками (рис. 8, а). Шеверы изготовляют из инструментальной стали и закаливают.
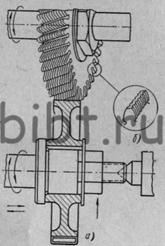
Рис. 8. Схема шевингования зубьев
Обработку производят на шевинговальных станках, работающих следующим образом (рис. 8, б): предварительно нарезанное колесо закрепляют на оправке, свободно вращающейся в центрах. Шевер, помещенный сверху или сбоку на шпинделе, расположенном под углом к оси вращения обрабатываемого колеса, находится в зацеплении с последним. Это осуществимо, если зубья шевера расположены по спирали, угол которой равен углу (10—15°) скрещивания осей инструмента и обрабатываемого зубчатого колеса. Если вращать шевер, а обрабатываемому колесу, увлекаемому им во вращение, сообщать поступательное движение, то режущие кромки канавок шевера будут снимать тонкие (толщиной менее 0,01 мм) волосообразные стружки с поверхности зубьев.
Обрабатываемое колесо прижимается к шеверу путем перемещения стола станка в направлении этого инструмента на 0,02— 0,04 мм за каждый ход стола.
Чтобы обработать обе поверхности каждого зуба, стол движется возвратно-поступательно (продольная подача 0,1—0,3 мм на оборот колеса), а шевер вращается поочередно в одну и в другую стороны. Шевингование применяют для тонкой обработки зубьев у незакаленных колес или закаленных до твердости HRC <= 35.








