 2015-04-12
2015-04-12 992
992| Наименование операции | Операционный эскиз | Установочная база | Оборудо-вание |
Строгание начерно поверхности 1, крышки и основания корпуса, выдержав размер  | 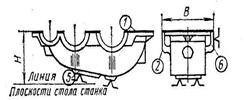 | Поверхность 2 | Продольно-строгальный станок |
Фрезерование начисто пов-й 1, 2, 3 и 4 крышки и основания корпуса, выдержав размеры  (позиция 1) (позиция 1) | 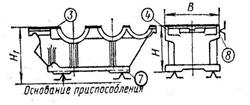 | Поверхности 5, 6, 7, 8 | То же |
| Фрезерование начисто пов-й 1, 2, 3 и 4 крышки и основания корпуса, выдержав размеы Н и В (позиция 2) | 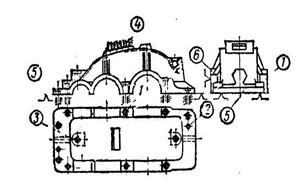 | То же | -«- |
| Сверление отверстий 1, 2, 3 крышки, зенкерование отверстий 2, 3, цекование отверстия 1, нарезание отверстий 2 и 3 | 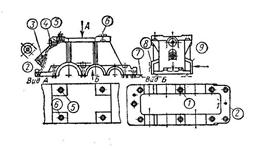 | Поверхности 5, 6 | Радиально-сверлильный станок |
| При повороте кондуктора сверление и нарезание резьбы в отверстии 4 | 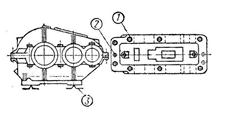 | ||
| Сверление отверстий 1, 2 у основания корпуса, развёртывание отверстия 2 и цекование отв. 1 Сверление, зенкерование и цекование отв. 3. Сверление, цеко-вание и нарезание резьбы в отв. 4 | 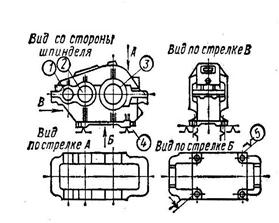 | Поверхности 7, 8, 9 | Радиально-сверлильный станок |
| Сверление, зенкерование и цекование отв. 5 и 6 | 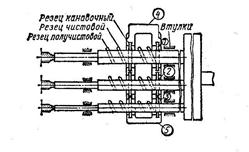 | Поверхность 3 | Сборочный пост |
| Сборка корпуса с креплением болтами 1, развёртывание двух конусных отверстий 2 с постановкой конических штифтов | |||
| Растачивание начерно отв. 1, 2, 3 Растачивание начисто отв. 1, 2, 3 | Поверхности 4 и 5 То же | Горизонтально-расточной станок То же |
ЗАГОТОВКИ ДЛЯ КОРПУСНЫХ ДЕТАЛЕЙ








