 2015-04-23
2015-04-23 2179
2179Особенности образования болтовых соединений из КМ обусловлен спецификой материала. Параметры определяющие несущую способность болтовых соединений из КМ, зависят от:
1) Параметров материала (тип волокна, тип связующего, тип препрега), последовательности укладки слоев, объемного соотношения фракций и т. д.
2) Параметров крепежа (вида крепежных элементов, типоразмеров, материала крепежа, характера посадки, типоразмеров шайб, прокладок и пр.).
3) Конструктивных параметров (толщины соединяемых деталей, геометрии соединения, количества крепежа, усилия обжатия пакета, направления действия нагрузок).
Совокупность параметров материала, крепежа и конструкции определяют тип возможного разрушения соединений (рис. 1.25).
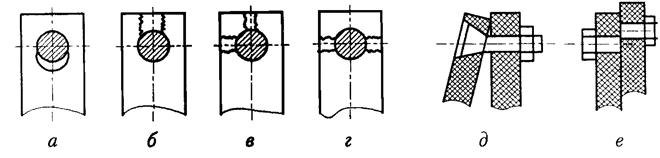
Рис; 1.25.Типы разрушения болтовых соединений КМ:
а - смятие; б - срез; в - раскалывание; г - разрыв по отверстию;
д - отрыв потайной головки; е - срез болта
Постановку болтов с натягом не применяют. Рекомендуется ставить болты с минимальным зазором (Н7/h6, H9/h9, Н7/f7, Н9/f9).
Затяжка гаек – основной метод повышения прочности и несущей способности соединения. Должна обеспечивать передачу силового потока за счет равномерного распределения по площади шайб сил трения. Затяжку производят стандартным инструментом до заданного усилия обжатия пакета, удлинения болта, угла поворота гайки либо динамометрическими (предельными) ключами до заданной величины крутящего момента M = (0,04-0,07)σт d 3.
Контровку гаек для предотвращения самоотвинчивания производят аналогично металлическим конструкциям.
Контроль качества соединения - пооперационный. Проверяют качество выполнения отверстий, квалитет точности, шероховатость поверхности, ворсистость, расслоения, трещины, сколы, момент затяжки, соответствие контровки. Специальный контроль предполагает испытание образцов – свидетелей на смятие. Образцы доводят до разрушения с записью диаграммы «нагрузка-перемещение».
10.4. Проектирование технологических
процессов сборки
Основными требованиями к разработке технологических процессов (ТП) сборки являются:
1) Обеспечение заданной точности контуров обводов агрегатов планера, определяющих аэродинамические и, как следствие этого, летные характеристики изделия.
2) Особенности качественного выполнения соединений, определяющих прочность и надежность конструкции. В 75–80% случаев разрушение конструкции в эксплуатации начинается именно в зоне соединения деталей.
3) Обеспечение высоких технико-экономических показателей производства за счет повышения уровня механизации и автоматизации работ, улучшения условий труда сборщиков.








