2015-04-30
2015-04-30 1295
1295Инструментальные бабки применяются в комплекте с силовыми столами. Они сообщают инструментам вращательное движение.
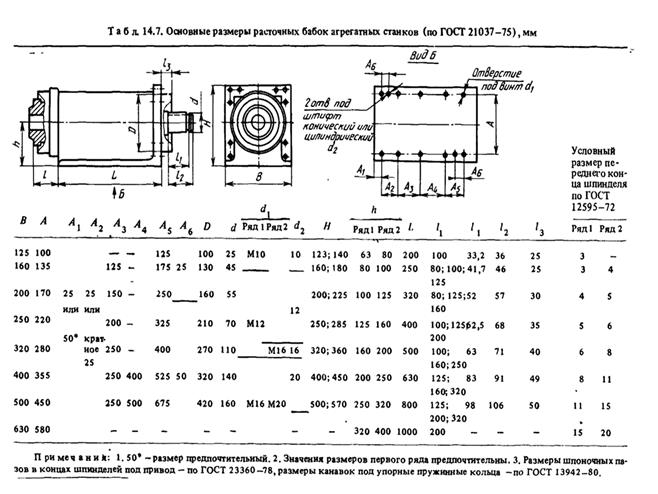
Расточные бабки производят растачивание отверстий жестким шпинделем, т.е. без направления по кондукторной втулке. Основные размеры бабок стандартизованы (табл. 14.7). Унифицированные бабки предназначены для растачивания отверстий с наибольшим диаметром от 100 до 400 мм, выпускаются семи габаритов, допускают наибольшее осевое усилие от 1,6 до 2,5 кН
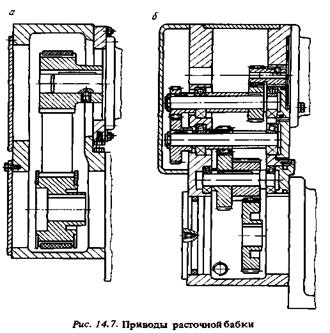
Расточная бабка состоит из шпиндельного узла (см. рис. 6.10) и привода. К переднему концу шпинделя крепится расточная бортштанга. Привод расточных бабок выполняется в виде ременного редуктора со сменными шкивами (рис. 14.7, а, для станков, предназначенных для обработки с высокой частотой вращения шпинделя) или в виде зубчатого редуктора с парой сменных колес (рис. 14.7,5).
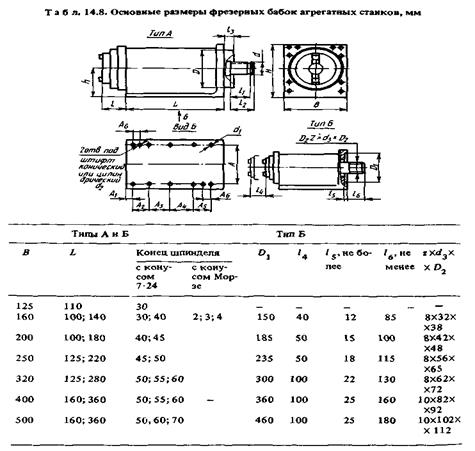
Фрезерные бабки производят черновое и чистовое фрезерование торцовыми, дисковыми и концевыми фрезами. Основные размеры бабок стандартизированы (табл. 14.8). Унифицированные бабки выпускаются шести габаритов с двигателем мощностью от 2,2 до 30 кВт. На них можно установить фрезы диаметром от 80...100 до 355...630 мм. Частота вращения шпинделя наименьшего габарита принята равной 710...1400 об/мин, наибольшего - 28... 400 об/мин.
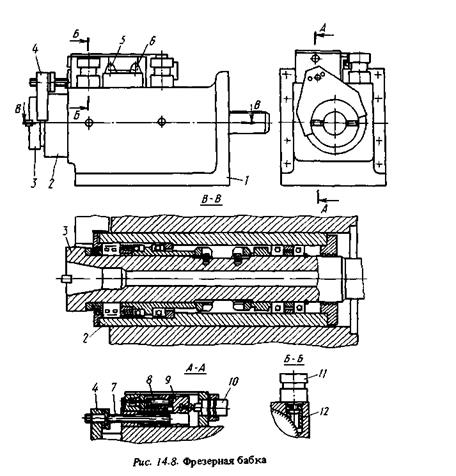
Фрезерные бабки бывают без отскока и с отскоком пиноли. Бабки второго типа применяют, когда в цикле работы станка требуется отводить фрезу от обработанной поверхности. Конструкция такой бабки приведена на рис. 14.8. Нижней плоскостью корпус 1 бабки устанавливается на силовом столе, к правой плоскости корпуса привинчивается зубчатый или ременный редуктор привода вращения шпинделя. В отверстие корпуса помещена пиноль 2, в которой на подшипниках качения установлен шпиндель 3. На пиноли закреплена серьга 4, связывающая ее с механизмом наладки перемещения.
Примечание. Остальные размеры - по ГОСТ 21037-75.
Отскок пиноли происходит, когда с помощью гидроцилиндра 10 перемещаются вправо ползун 9 и винт 7. Подвод пиноли осуществляется при перемещении штока цилиндра влево. Для смены фрез без подналадки предназначен сменный калибр 8. Гидроцилиндр 11 и сухарь 12 служат для зажима пиноли. Положения ее контролируются конечными выключателями 5 и 6. Во фрезерных бабках без отскока пиноли вместо гидроцилиндров применяют винты с ручным приводом.
Сверлильные бабки предназначены для сверления одиночных отверстий большого диаметра. Они изготовляются трех габаритов с осевым усилием от 10 до 20 кН для обработки отверстий наибольшего диаметра 25,32или 40 мм. Бабка состоит из шпиндельного узла и привода.
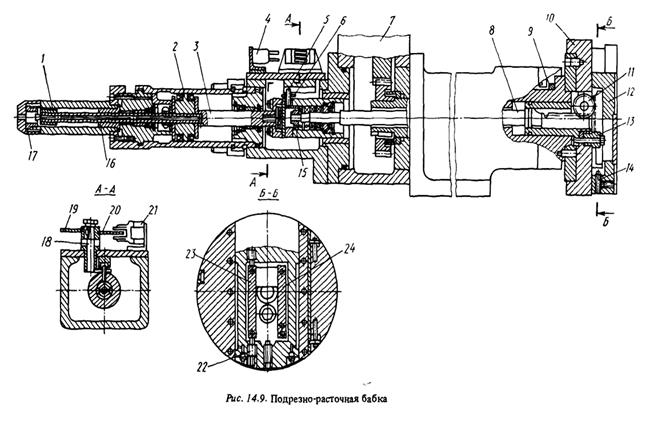
Подрезно - расточные бабки служат для подрезания торцовых поверхностей и протачивания канавок в отверстиях. Унифицированные бабки изготовляют пяти габаритов с планшайбой, имеющей диаметр 250, 320, 400 500 или 630 мм. Наибольшее усилие подачи на каретке составляет от 1250 до 8000 Н.
В состав подрезно-расточной бабки входят расточная бабка с приводом главного движения 7 (рис. 14.9); закрепленная на торце шпинделя 9 планшайба 10; перемещающаяся по ней каретка 12; привод поперечной подачи с гидроцилиндром 2. Движение от привода передается каретке-с помощью тяги 8 и реечно-зубчатых передач. Для устранения зазоров в приводе зубья колеса 11 входят в зацепление с двумя рейками 23 и 24, одна из которых с помощью винтов 22 может смещаться относительно другой. Для обеспечения точного переднего положения каретки служат винт 14 и упор 13. Подшипники 15 дали возможность соединить невращающуюся 3 и вращающуюся 8 части тяги. Исходное положение штока гидроцилиндра, а значит, и каретки определяется упором 27 и гайкой 1, конечное — упором 16 и гайкой 1. Контроль крайних положений штока осуществляется конечными переключателями 4 я 21, с которыми взаимодействуют упоры 19 и 20. Они получают движение от штифта 5 через рычаг 6 и валик 18.