 2015-05-20
2015-05-20 406
406| Наименование параметров | АВ-624 | ПИВ-624 |
| Диаметр колец, мм | 446, 533, 599, 624 | 446, 533, 624 |
| Производительность, шт/ч | ||
| Потребляемая мощность, кВт | 1,5 | 0,4 |
| Расход воздуха, м 3 /ч | 0,2 | 1,3 |
| Габаритные размеры, мм | 3420х770х1450 | 1455х700х1585 |
| Масса, т | 1,3 | 0,538 |
Сборка покрышек методом навивки обрезиненной ленты велотреда по спирали вокруг параллельно натянутых бортовых колец осуществляется на станке 1427703 с двумя барабанами (рис.3.73). На приводной 9 и натяжной 12 барабаны через щель 11 в зубчатом колесе 3 надевают два бортовых кольца 10, располагая их по направляющим канавкам приводного барабана, и натягивают, перемещая каретку с натяжным барабаном пневмоцилиндром 1. Со шпули 4 снизу под углом 45-47 о подводят полоску велотреда 5 шириной 100-141 мм в зависимости от размера покрышки и загибают её конец на кольце. При включении станка вращаются приводной барабан с бортовыми кольцами и зубчатое колесо, заставляющее шпулю делать 11-14 обмоток вокруг колец до образования двухслойного каркаса, на который затем накладывают и стыкуют протектор и прикатывают роликами под давлением сжатого воздуха 0,3-0,5 МПа.
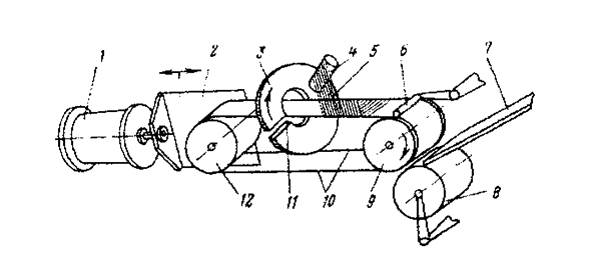
Рис.3.73. Схема сборки велопокрышек методом навивки на станке 1427703:
1-пневмоцилиндр, 2-каретка, 3-разрезное зубчатое колесо, 4-шпуля, 5-велотред; 6,8-ролики, 7-протектор, 9-приводной барабан, 10-бортовые кольца, 11-щель, 12-натяжной барабан.
Сборка покрышек из уширенных слоёв осуществляется наложением широких слоёв велотреда на сжатый многоместный сборочный барабан 5 с приводом 9 и стыковкой их, затем с помощью особого устройства 2 в шаблон 3 устанавливают крылья (рис.3.74). Барабан разжимается, и производится посадка крыльев в его канавки с помощью пневмопривода 4, затем трубчатая заготовка разрезается ножами 10 на три-четыре браслета, сектора поднимаются и заворачивают кромки браслетов на крылья одновременно с каждой стороны покрышек. После этого на каркасы накладывают и стыкуют протекторы. Прикатка деталей осуществляется в процессе сборки прикаточными устройствами, съём собранных покрышек – при сжатом состоянии барабана.
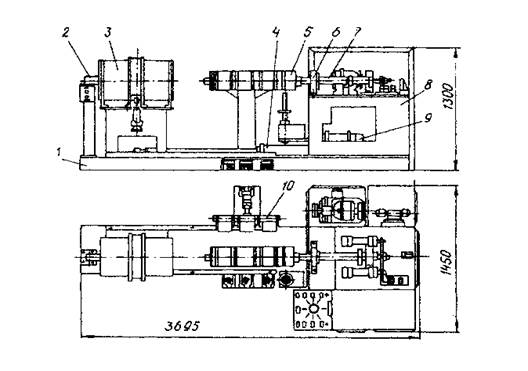
Рис.3.74. Общий вид сборочного станка СПК-15:
1-рама, 2-устройство для заправки крыльев в шаблон, 3-шаблон,
4-пневмопровод, 5-многоместный сборочный барабан, 6-подшипник опорный,
7-вал сборочного барабана, 8-станина, 9-привод вращения барабана.
Сборочные станки СПК-15 и СПК-17 позволяют осуществлять одновременную сборку трёх и четырёх покрышек соответственно (табл.3.35), а по сравнению с методом навивки - существенно механизировать процесс, повысить производительность и сэкономить расход ткани и резиновых смесей. Процесс сборки может осуществляться наложением закроенного под углом и сдублированного с протектором велотреда на бортовые кольца, а заворот кромок под крылья – одновременно с наложением слоя. Таким образом, сборка покрышек превращается в наложение и отрезание от рулона ленты велотреда с протектором, а качество улучшается за счёт дублирования горячего протектора с велотредом непосредственно на агрегате без шероховки и промазки клеем.
Таблица 3.35.








