 2015-05-13
2015-05-13 960
960В отраслях ХПЗ транспортные устройства служат
для создания поточного производства, объединяя в единый технологический поток технологические машины, аппараты и межоперационные емкости (бункера, силоса).
Эффективность производственного процесса зависит в одинаковой степени как от надежности работы технологического оборудования, так и от надежности транспортных устройств, что требует создания систем управления, обеспечивающих АФ, выполняемых этими устройствами.
В производственном процессе транспортные устройства служат для передачи заданного потока вещества от одного технологического процесса к другому. Поэтому возможные каналы информации и управления необходимо искать среди параметров, влияющих на производительность потока.
Производительность любого транспортного устройства в общем виде определяется выражением
G=vFρ, (9.1)
где v — скорость перемещения вещества, м/с; F — площадь поперечного сечения потока вещества в транспортном устройстве, м2; ρ — плотность вещества, кг/м3.
При перемещении вещества в сыпучем и штучном состоянии параметры F, ρ заданы условиями технологии. Параметр v обеспечивается источником двигательной энергии, в основном асинхронными электродвигателями. Поэтому управление транспортными устройствами в рассматриваемом случае сводится к управлению работой электродвигателей.
В качестве примера рассмотрим САУ поточно-транспортной системой, упрощенная схема управления которой приведена на рис. 9. 8.
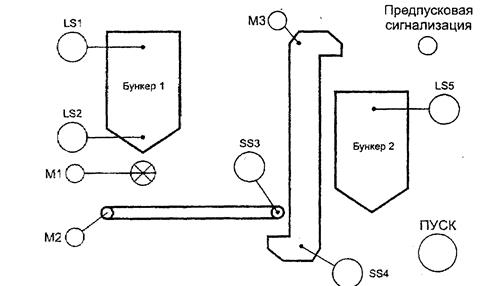 |
Рис. 9. 8. Упрощенная схема управления поточно-транспортной системой
Перемешение сыпучих грузов является типичной технологической операцией длязерноперерабатывающихотраслей промышленности.
Участок поточно-транспортной системы (ПТС) приведен на рис. 9.8. Сыпучий продукт из бункера Б1 при помощи горизонтального конвейера и нории необходи  мо переместить в бункер Б2.
мо переместить в бункер Б2.
Учитывая потенциальную опасность для людей, перед пуском ПТС всегда должна на определенное время включаться световая и звуковая предупреждающая сигнализация.
Включать транспортные механизмы в работу имеет смысл, когда в бункере Б1 имеется хотя бы 50% объема продукта, что контролируется датчиком-реле уровня LSI, а также при условии, что в бункере Б2 имеется место для приема продукта - контроль осуществляет датчик-реле уровня LS5.
Включение машин в работу осуществляется навстречу движению продукта. Первой включается нория и, при достижении номинальной скорости вращения ленты с ковшами, включается в работу конвейер. После его разгона питатель начинает подавать продукт из бункера Б1.
Скорость движения лент нории и конвейера контролируют соответственно датчики-реле S4 и S3. При проскальзывании ленты на приводном барабане машины, о чем свидетельствует снижение ее скорости, необходимо экстренно отключить приводные электродвигатели Ml, M2, МЗ. В противном случае возникнет авария.
Нормальный технологический останов участка ПТС проводится в обратном порядке по сравнению с пуском. При отсутствии продукта в бункере Б1, о чем сигнализирует датчик-реле уровня LS2 либо при переполнении бункера Б2 (сигнализирует датчик-реле LS5) вначале отключается двигатель Ml питателя. Далее с определенными выдержками времени, которые достаточны для освобождения машин от остатков продукта, отключается электродвигатель конвейера и затем нории.
Составим структурно- техническую схему ПТС (рис. 9.9).
На схеме обозначены в соответствии с приведенным выше описанием управляемые переменнные (Уп, Утр, Унор), возмущения, датчики их состояния – ДС, ПП – пускатели соответствующих приводов; U – управления, заданые значения управляемых переменных Узд, а также Ry – выбранный режим управления.
Отметим бинарный (т.е. «0» либо «1») характер информации о состоянии ОУ и управляющих воздействий в САУ ПТС.
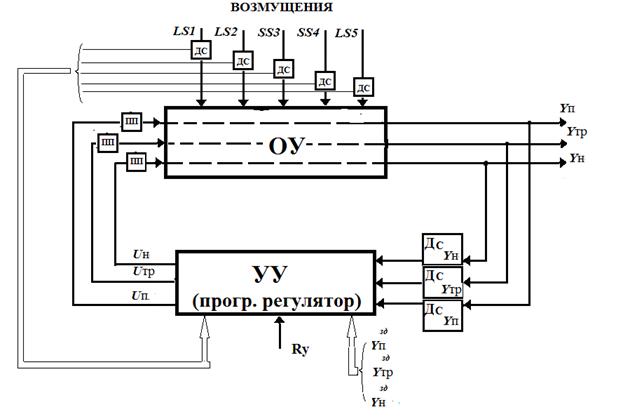
Рис. 9.9. Структурно- техническая схема ПТС
Для проектирования подобных САУ особую важность приобретает разработка алгоритмов логического управления ПТС: «технологический пуск», «технологический останов», «блокировка», «аварийный останов».
Алгоритмы логического управления должны базироваться на «четком» словесном описании постановок задач управления. Приведем их для рассмотренного примера ПТС:
1. Режим «технологический пуск» – осуществить после подачи предупредительной сигнализации, последовательный запуск оборудования ПТС в направлении обратном движению зерна, при его наличие в бункере 1 и достаточном объеме для загрузки в бункере 2.
2. Режим «технологический останов» – осуществить последовательный останов оборудования ПТС, в направлении совпадающим с напрвлением движения зерна, с выдержкой времени, достаточной для разгрузки от продукта соответствующих участков ПТС, по команде оператора или при опорождении бункера 1 или заполнении бункера 2.
3. Режим «аварийный останов» – незамедлительно отключить оборудование, где произошла аварийная ситуация и все предшествующее оборудование, а последующее оборудование отключить после его разгрузки от зерна.
Рассмотрим блок-схемы представленных алгоритмов. Для удобства и сокращения схемы воспользуемся известными обозначениями алгебры-логики: логическое И( ), логическое ИЛИ (
), логическое ИЛИ (
 ).
).
1. Блок-схема алгоритма «технологический пуск» представлена на рис. 9.10.
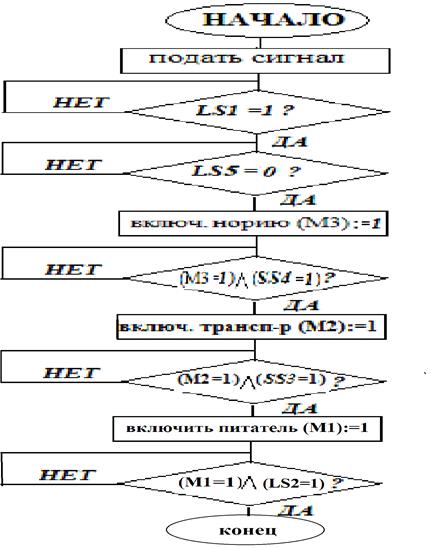
Рис. 9.10.
2. Блок-схема алгоритма «технологический останов» представлена на рис. 9.11.
Здесь проверка условий Тi >Ti зд для питателя, транспортера и нории соответствует заданой выдержки времени, за которое оборудование разгрузится (освободится от зерна), может осуществляться как в отдельном блоке проверки условий схемы (для питателя), так и в блоке проверки выполнения двух условий (для транспортера и нории).
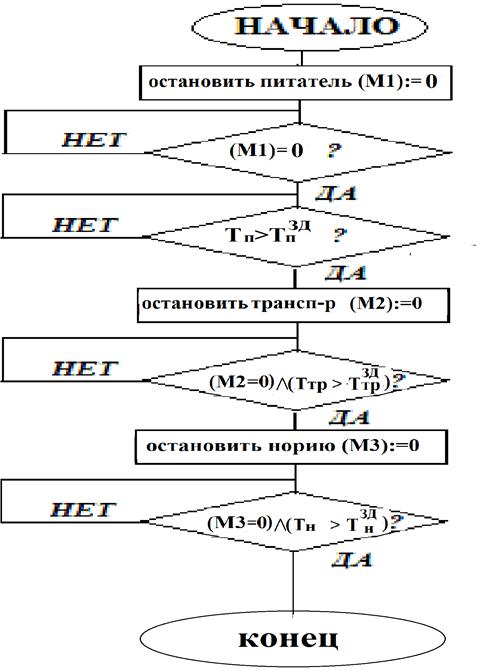
Рис. 9. 11.
3. Блок-схема алгоритма «аварийный останов» представлена на рис. 9.12.
В качестве аварийных ситуаций рассмотрим изменение состояний датчиков –реле скорости (SS3=0) – лента транспортера и (SS4=0) нории, непрерывно контролирующих скорость перемещения продукта по ленте, или ковшов. В процессе нормальной работы ПТС оба датчика формируют сигнал равный 1.
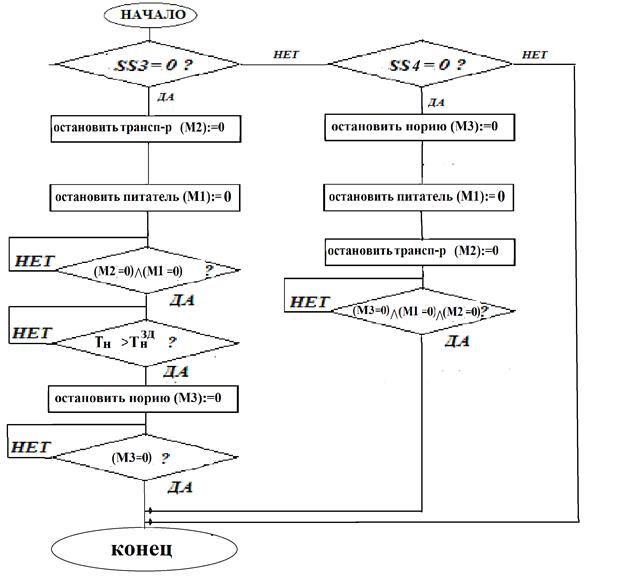
Рис. 9.12
В приведенных блок-схемах алгоритмов предусмотрена проверка выполнения команд включения (выключения приводов), источником сигнала могут быть дополнительные контакты магнитных пускателей.
Все приведенные алгоритмы реализуются программно в МПК (ПЛК) с помощью одного из языков программирования (см. лекция №8).








