 2015-05-13
2015-05-13 2110
2110Процесс электровзрывной обработки относится к методу обработки давлением.
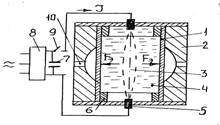
Рисунок 1 — Схема электровзрывной обработки
1 – заготовка; 2 – матрица; 3 – вещество; 4 – жидкость; 5 – электроды; 6 – уплотняющие детали; 7 – конденсаторная батарея; 8 – выпрямитель; 9 – переключатель; 10 – отверстие для удаления воздуха.
Быстрая деформация заготовки 1 вызывается силами  ,
,  действующими на ее поверхности. Заготовка деформируется и при ударе о стенки матрицы 2.
действующими на ее поверхности. Заготовка деформируется и при ударе о стенки матрицы 2.
Силы создаются вследствие взрывного испарения некоторого вещества 3 при пропускании через него кратковременного импульса тока I. Жидкость 4 служит для передачи механических усилий к заготовке 1, фиксируемой уплотняющими деталями 6.
Импульсный ток получается при разряде конденсаторной батареи 7, которая подсоединяется к электродам 5 с помощью переключателя 9. Конденсаторы предварительно заряжаются до высокого напряжения от выпрямителя 8. При деформации заготовки воздух из полости матрицы 2 удаляется через отверстие 10.
Электровзрывная обработка применяется как для формообразования, так и для разделения заготовки (штамповки, гибки, чеканки, вытяжки, раздачи, а также для дробления хрупких материалов, очистки крупных отливок от пригара, резки, развальцовки труб).
Сама обработка происходит очень быстро.
Известны две основные разновидности электровзрывного формообразования, в которых применяют:
1) высоковольтный разряд при пробое диэлектрической жидкости, которая используется как испаряемое вещество, а также для передачи механических усилий к заготовке;
2) электрический взрыв проводникового испаряемого вещества, помещенного в жидкость, которая служит передатчиком усилий к заготовке.
При высоковольтном разряде, иначе называемом электрогидравлической обработкой, используют электрогидравлический эффект.
Возможности использования импульсного электрического разряда как источника высоких давлений в технологических процессах штамповки, дробления, очистки литья и т. д. сформулированы в работах ЮткинаЛ. А. “ Электрогидравлический эффект и некоторые возможности его применения”, 1955 г. (1959 г.).
Рабочим веществом, как правило, служит техническая вода. Электрический разряд протекает в герметичной камере. В окрестности канала разряда происходит почти мгновенное испарение жидкости, образуется ударная волна — это источник силы для деформации заготовки, а также высокое давление в возникающем газопаровом пузыре.
Энергия разряда может достигать десятков килоджоулей, а длительность составляет несколько десятков микросекунд (мс), мгновенная сила тока достигает 50 кА при длине разрядного промежутка в несколько сантиметров.
Скорость фронта ударной волны заметно превышает скорость звука в воде и доходит до 3000 м/с (скорость звука в воде составляет 1500 м/с).
Начальная скорость стенок газового пузыря может быть больше 100 м/с, наибольший радиус пузыря – несколько сантиметров, максимальное давление в нем – до  Па.
Па.
Размеры обрабатываемых листовых заготовок толщиной до 5 мм могут превышать один метр.
При электрическом взрыве конденсатор разряжается на проводник в виде тонкой проволоки (или нескольких проволок, фольги или сетки). Проводник располагают в диэлектрической жидкости. Начальное напряжение разряда в данном случае несколько киловольт (значительно меньше, чем в первой разновидности процесса).
При протекании тока большей силы проводник нагревается и происходит его взрывное испарение. Возникает газовый пузырь, давление в котором достигает 1010 Па. В качестве материалов проводников применяют медь, нихром, константан-сплав меди (основа) плюс 40% никеля и 1,5% марганца. Длина прямой проволоки – до нескольких десятков сантиметров, диаметр — 0,1…0,3 мм.
Достоинства электрогидравлического формообразования:
а) простота оснастки;
б) равномерность нагружения заготовки;
в) сохранение исходного качества поверхности листовой заготовки;
г) возможность изготовления разнообразных деталей из заготовок одного вида;
д) не нужны дополнительные операции;
е) оборудование легко встраивается в автоматические линии.
Электрогидравлические установки в зависимости от назначения различаются устройством камер, расположением заготовки, конфигурацией электродов. Ударная волна может иметь сферическую, цилиндрическую или плоскую форму.
Применяют еще одну разновидность электровзрывной обработки – электрический взрыв в вакууме электропроводного материала (обычно металлической проволоки) с целью нанесения покрытия. Покрытия наносят на различные материалы (в том числе керамику и стекло) без предварительного нагрева изделия.
Этим способом изготовляют детали рентгеновской аппаратуры и электронных приборов, цилиндров автомобильных двигателей и др.








