 2015-05-13
2015-05-13 668
668Характеристики. Электроды не склонны к образованию пор в швах при сварке по окалине и ржавчине, не чувствительны к изменениям длины дуги. Позволяют выполнять сварку по загрунтованным покрытиям без снижения механических свойств металла шва. Обеспечивают легкое зажигание дуги, стабильность ее горения как на переменном, так и на постоянном токе. Легко отделяется шлак, разбрызгивание минимально, качественно формируется шов в вертикальном и потолочном положениях. При этом обеспечивается плавный переход шва к основному металлу, что исключает образование усталостных трещин при знакопеременных нагрузках. Малая склонность к образованию пор при зажигании дуги исключает появление пор в кратерах («стартовой пористости»).
Применение. Для сварки конструкций из низколегированных и низкоуглеродистых сталей. При средней и большой толщине покрытия сварка во всех положениях. При особо толстом покрытии - в нижнем положении. Электроды с большим количеством железного порошка используют для сварки среднеуглеродистых сталей. Не следует применять для конструкций, работающих при высоких температурах.
3. Оборудование стационарного поста для ручной дуговой сварки
Сварочные посты в зависимости от рода применяемого тока и типа источника питания дуги делятся на следующее виды:
• постоянного тока с питанием от однопостового или многопостового сварочного преобразователя или сварочного выпрямителя;
• переменного тока с питанием от сварочного трансформатора.
Сварочные посты по месту расположения могут быть стационарные и передвижные.
Стационарные посты представляют собой открытые сверху кабины для сварки изделий небольших размеров. Каркас кабины металлический. Стены окрашены в светлые тона огнестойкой краской. Окраска стен в темные тона не рекомендуется, так как она плохо поглощает ультрафиолетовые лучи сварочной дуги. Высота сварочного стола 500-600 мм; крышка стола площадью 1 м2, которую изготавливают из листовой стали толщиной около 25 мм. К нижней части крышки или ножки стола приваривают стальной болт, служащий для крепления токопроводящего кабеля от источника тока и для заземления. У стола сбоку имеется два кармана для электродов разных марок. Под ногами у сварщика должен находиться резиновый коврик.
Передвижной пост применяется в случаях сварки изделия крупных форм и необходимости проведения сварки в нестандартных условиях.
Сварочный пост устроен следующим образом (рис. 16).
От сети 1 переменный ток напряжением 220 или 380 В через рубильник 2 подается к источнику питания - сварочному трансформатору 3, где ток трансформируется до напряжения 60-70 В, и по сварочным проводам 4, через зажим 5 и электрододержатель 6, подводится к изделию 7.
Сварочный пост комплектуется:
• источником питания;
• электрододержателем;
• сварочными проводами;
• зажимами для токопроводящего провода;
• сварочным щитком с защитными светофильтрами;
• различными зачистными и мерительными инструментами.
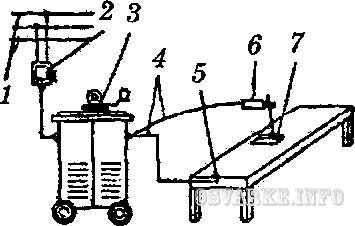
Рис. 16. Стационарный сварочный пост
Билеты №7








