 2015-08-21
2015-08-21 528
528Различают следующий набор отдельных подсистем, входящих в ГПС:
1. Оборудование с ЧПУ, робототехнические комплексы, универсальное оборудование.
2. Автоматизированная транспортно-складская система.
3. АСУП – автоматизированная система управления производством.
4. АСУТП – автоматизированная система управления технологическим процессом.
5. Автоматизированная система технологической подготовкой производства.
6. Автоматизированная система инструментального обеспечения
7. Система автоматизированного контроля.
8. САПР – автоматизированная система проектирования.
9. Автоматизированная система научных исследований.
1 уровень – включает п. 1 – 3;
ГПМ представляет собой многоцелевой станок (МС), оснащенный дополнительными устройствами для возможности его включения в состав ГПС
ГПМ может работать в автоматическом режиме 1—2 смены и более при определенных условиях; автоматическая загрузка партии заготовок, контроль и замена режущего инструмента, проверка и обслуживание оборудования и т. д.
По уровню автоматизации ГПМ подразделяют на три группы. К первой группе относятся ГПМ с автоматической сменой заготовок и инструментов, которые выполняют автоматический цикл обработки. ГПМ второй группы оснащены устройствами контроля процесса обработки и поэтому постоянного присутствия оператора не требуется, ГПМ третьей группы характеризуются наличием устройств автоматической смены комплектов инструментов и приспособлений и возможностью адаптации к изменяющимся условиям технологического процесса, что необходимо при работе в режиме малолюдной технологии.
ГПМ, обслуживаемый портальным промышленным роботом.
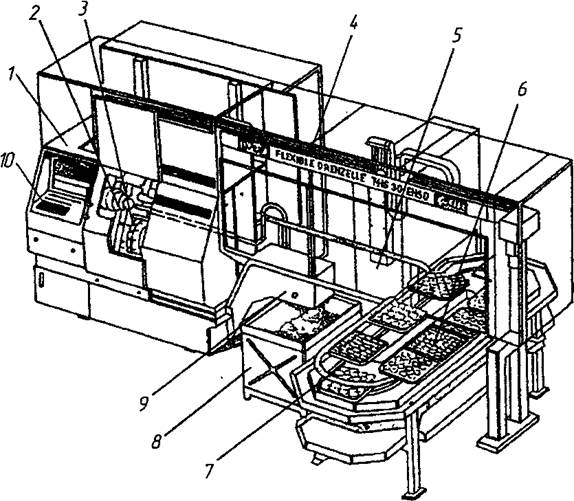 Токарный ГПМ: 1 – патронный токарный многоцелевой станок, 2 – шпиндель, 3 – револьверная головка с режущим инструментами, 4 – портальный промышленный робот для смены деталей, 5 – манипулятор, 6 – универсальная паллета, 7 – магазин паллет, 8 – бункер для стружки, 9 – транспортер для стружки, 10 – система управления.
Токарный ГПМ: 1 – патронный токарный многоцелевой станок, 2 – шпиндель, 3 – револьверная головка с режущим инструментами, 4 – портальный промышленный робот для смены деталей, 5 – манипулятор, 6 – универсальная паллета, 7 – магазин паллет, 8 – бункер для стружки, 9 – транспортер для стружки, 10 – система управления.








