 2020-01-14
2020-01-14 112
112
Таблица 2 - Технология изготовления внутренних колец приборных подшипников
| Операция | Наименование операции | Схема обработки | Оборудование | Инструмент | Технические условия и особые указания | ||
| режущий | мерительный | ||||||
| I | Правка проволоки и разрезание ее на прутки | _____ | Правильный станок | _____ | _____ | _____ | |
| II | Заправка конца прутка | _____ | Наждачное точило | _____ | _____ | _____ | |
| III | Автоматно-токарная обработка | 1. Подача прутка до упора | 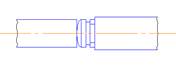
| Одношпиндеольный токарный прутковый автомат ТОС А-12 | _____ | _____ | Разностенность не более 0,06 |
| 2. Центровка | 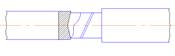
| Центровое сверло | _____ | _____ | |||
| 3. Сверление отверстия и обточка наружного профиля | 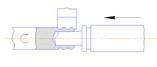
| Спиральное сверло. Дисковый профильный резец | Предельный шаблон | _____ | |||
| 4. Подрезка торца и обточка внутренней фаски |  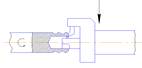
| Подрезной резец. Фасочный резец | Предельный шаблон. Эталон | _____ | |||
| 5. Развертывание внутреннего диаметра | 
| Развертка | Предельная пробка | _____ | |||
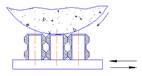
| 6. Отрезание кольца | 
| Отрезной резец | Прибор 101 Эталон | _____ | |||
| IV | Промывка | _____ | Моечная установка | _____ | _____ | _____ | |
| V | Шлифование торца со стороны отрезки |
| Плоскошлифовальный станок МСЗ-3756 | Шлифовальный круг 1К450×125×380 ЭБ16-10СМ1-СМ2Б | Прибор 101 и эталонная плитка | Непараллельность торцов не более 0,04 | |
| VI | Размагничивание и промывка | _____ | Демагнитизатор ванны | _____ | _____ | _____ | |
| VII | Шлифование наружной цилиндрической поверхности | 
| Бесцентровошли-фоваль-ный станок «Мульти-мат-0» | Шлифовальный круг ПП300×100×127 ЭБ16-25СТ1-С2К Ведущий круг ПП250×100×127 ЭН16-10Т1В | Прибор 262 и эталон | Овальность, конусность и треугольность в пределах допуска на размер | |
| VIII | Обточка внутренней фаски со стороны отрезки | 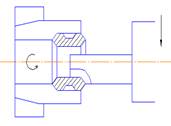
| Настольно-токарный станок | Фасочный резец | Эталон | Координаты и эксцентрич-ность фаски в пределах допуска | |
| IX | Клеймение противобаз торца | _____ | Эксцентриковый механический пресс | Пуансон | Прибор 101 и эталонная плитка | _____ | |
| X | Дорнование внутренней цилиндрической поверхности | 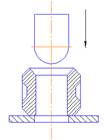
| Педальнорыжач-ный пресс | Дорн | Предельная пробка | Размер отверстия, конусность и овальность в пределах допуска | |
| XI | Термическая обработка: 1. Закалка 2. Отпуск | _____ | Электропечь сопротивления Масляная ванна | _____ | Супер-роквелл | _____ | |
| XII | Шлифование торцов | См. эскиз операции V | Плоскошлифовальный станок МСЗ-3756 | Шлифовальный круг 1К450×125×380 ЭБ16-10СМ4-СМ2Б | Прибор 101 и эталонная плитка. Прибор ПП267-М | Непараллельность торцов не более 0,01 | |
| XIII | Предварительное шлифование наружной цилиндрической поверхности | См. эскиз операции VII | Бесцентрово-шлифовальный станок «Мульти-мат-0» | Шлифовальный круг ПП300×100×127 ЭБ16-10СМ1К. Ведущий круг ПП250×100×127 ЭН16-10Т1В | Прибор 262 и эталон. Прибор Ю-310 | Овальность, конусность и треугольность не более 0,003мм. Неперпендикулярность наружной поверхности к торцу 0,01 мм | |
| XIV | Предварительное шлифование желоба | 
| Настольный шлифовальный станок ПШС-1 мод. 52 | Шлифовальный круг ПП35×4 (5)×5 ЭБ16СТ1К | Прибор 262 и эталон. Проектор ЧП-1. Прибор Н-420 | Овальность желоба не более 0,004 мм. Положение желоба относительно базового торца ±0,03. Шероховатость поверхности  8 8
| |
| XV | Зачистка наружных и внутренних фасок | _____ | Станок ЭПШ | Брусок БКв10×100 ЭБ12СТ1К | эталон | Шероховатость поверхности 6
| |
| XVI | Галтовка | _____ | Деревянный барабан | Шарики, стружка бронзовая и латунная | Бинокулярная лупа 7×-12× и эталон | Острые кромки не допускаются | |
| XVII | Дополнительный маслоотпуск | _____ | Масляная ванна | _____ | _____ | Производится при температуре 135-145°С в течение 3 ч | |
| XVIII | Доводка торцов | 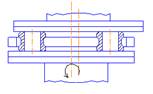
| Торцедоводочный станок мод.106 | Доводочные диски. Паста М28 | Прибор ПП267М | Непараллель-ность торцов 0,5 мк и допуск на высоту 0,005. Шероховатость поверхности 10
| |
| XIX | Окончательное шлифование наружной цилиндрической поверхности | См. операцию VII | Бесцентровошли-фовальный станок «Мульти-мат-0» | Шлифовальный круг ПП300×100×127 ЭБ16-10СМ1-СМ2К Ведущий круг ПП250×100×127 | Прибор 262 и эталон Прибор Ю-310 | Овальность, конусность и треугольность не более 0,001. Неперпенди-кулярность наружной поверхности к торцу 0,001 | |
| XX | Тупление острых кромок | _____ | Станок ЭПШ | ЭН16-10Т1В Брусок БКв 10×100 ЭБ12СТ1К | _____ | _____ | |
| ХХI | Доводка наружной цилиндри-ческой поверхности | 
| Бесцентроводо-водочный автомат мод. 109МВ | Доводочные валики. Комбини-рованная паста № 5 и № 3А | Прибор 262. Прибор Ю-310 | Овальность и конусность наружной поверхности 0,2-0,5 мк. Неперпендикулярность наружной поверхности к торцу 0,5 мк | |
| XXII | Шлифование внутренней цилиндрической поверхности | 
| Внутришлифовальный автомат ЗАРСЕ | Шлифовальный круг ПП6×6×2 ЭБ6СТ1К Алмазный круг АС5, АСМ28 | Прибор Н-411 и эталон Прибор Э-202 | Овальность и конусность отверстия в пределах 0,5-0,8 мк, гранность и волнистость отверстия 0,4-0,7 мк. Шероховатость поверхности  9 - 10 9 - 10
| |
| XXIII | Тупление острых кромок на монтажных фасках | _____ | Станок ЭПШ | Брусок БКв 5×100 КЗ6С1-СТ1К | Биноку-лярная лупа 7×-12× | Острые кромки на переходе монтажных фасок на внутреннюю цилиндричес-кую поверх-ность не допускаются | |
| XXIV | Чистовое шлифование желоба | 
| Желобо-шлифовальный автомат мод. ЗАSCJ | Шлифовальный круг ПП200×100×4 КЗБСМ1-СМ3ШК | Прибор 262 и эталон. Проектор ЧП-1 Прибор Н-420 Прибор Э-202 | Овальность 0,8-1,0 мк. Разнотолщин-ность 0,5 мк. Непараллель-ность желоба к базовому торцу 1 мк. Шероховатость поверхности 10
| |
| XXV | Окончательное шлифование желоба | См. операцию XXIV | Желобо-шлифо-вальный автомат мод. ЗАSCJ | Шлифо-вальный круг ПП200×100×4 К34-5СМ1- СМ3ШК КЗМ40СМ10С | Прибор 262 и эталон. Прибор Н-420. Проектор ЧП-1. Прибор Э-202. «Тели-ронд» мод. 50 | Овальность 0,5-0,8 мк. Разнотолщин-ность 0,5 мк. Непараллельность желоба к базовому торцу 1 мк. Волнистость и гранность 0,3
-0,5 мк. Шероховатость поверхности 11
| |
| XXVI | Доводка бортиков | См. операцию XXI | Бесцентрово-доводочный автомат мод. 109МВ | Доводочные валики. Паста № 5 и № 3А | Бинокулярная лупа 30×. Прибор 262. | Шероховатость поверхности 10
| |
| XXVII | Промывка | _____ | Моечная установка | _____ | _____ | _____ | |
| XXVIII | Предварительная доводка желоба | 
| Доводочный станок ГЗБН-29А | Алмазный брусок АСМ10Б. Абразивный брусок КЗМ14СМ1-СМ2ДС | Бинокулярная лупа 32×. Прибор 262. Проектор ЧП-1 Прибор Н-420 | Овальность и разнотолщин-ность по дорожке качения 0,5 мк. Непараллельность желоба к торцу 0,8-1,0 мк. Шероховатость поверхности 11 - 12
| |








