 2020-07-01
2020-07-01 548
548НАЗНАЧЕНИЕ
Полуавтомат закаточный предназначен для закатывания стеклянных консервных банок, наполненных продуктом.
Техническая характеристика
Производительность, банок в минуту 20
Обрабатываемая тара....................... Банки СКО 58-2;
СКО 83-1; СКО 83-2;
СКО 83-3; СКО 83-5;
СКО 58-1 по ГОСТ
5717—51
Число оборотов шпинделя в минуту 450
Электродвигатель:
мощность, кет................................ 1,1
число оборотов в минуту... 1400
Габаритные размеры, мм:
длина................................................................ 740
ширина.................................................................. 700
высота............................................... 1520
Вес, кг...................................................... 250
УСТРОЙСТВО И РАБОТА
Машина (рис. 1) представляет собой одно-шпиндельный полуавтомат. На машине выполняются следующие основные операции: подъем банки с надетой на нее крышкой до упора в патрон закаточной головки, закатывание банки, опускание закатанной банки.
Машина состоит из следующих основных узлов: станины, нижнего патрона, закаточной головки, привода закаточной головки и электрооборудования.
Станина состоит из опорной пяты 1 и колонны 3. На опорной пяте крепится педаль подъема нижнего патрона 2. Колонна представляет собой пустотелую трубу, на которой смонтированы все остальные узлы машины.
Закаточная головка имеет полый шпиндель И, внутри которого проходит стержень 13 с верхним патреном 6 и неподвижной шестерней. На шпинделе укреплен конусный кулак 9.
В обойме 8 закаточной головки укреплены три оси с качающимися рычагами, несущими по одному нажимному 16 и закаточному ролику 7. На закаточные ролики насажены шестерни, обкатывающиеся вокруг неподвижной шестерни.
При вращении закаточной головки нажимные ролики обкатываются по конусному кулаку, перемещающемуся вдоль оси, в результате чего закаточные ролики описывают контур банки.
Для ограничения сближения роликов имеется упор, ограничивающий ход конусного кулака. Под верхним патроном укреплен центратор 17, который направляет банки с надетой крышкой в выточку верхнего патрона.
Привод вместе с головкой смонтирован на кронштейне, который крепится к колонне. На кронштейне укреплена подмоторная плита с электродвигателем 15, установленным вертикально.
Через клиноременную передачу 12 вращение от электродвигателя передается полому шпинделю.
Конусный кулак, разводящий нажимные ролики, приводится в движение рычагом 10, который соединен с верхней тягой 18 при 'помощи серьги 14. Серьга имеет продольный паз, в который входит палец рычага. При движении тяги вниз серьга сначала скользит по пальцу вхолостую, а затем нажимает на него. При этом рычаг поворачивается, а конусный кулак опускается. Нижний патрон смонтирован на кронштейне, который крепится к колонке. Он предназначен для поджима банки к верхнему патрону.
Ползун нижнего 'патрона 4 через систему рычагов и нижнюю тягу 19 связан с педалью. При иа-жиме на педаль ползун поднимается, поднимая закрепленный на нем несущий столик 5.
Кинематическая схема машины приведена на рис. 2.
Электрооборудование машины включает электродвигатель АОЛ2-21-4, пускатель магнитный П-222М, нагревательные элементы теплового реле РТ-1, № 14, кнопочную станцию.
Машина работает следующим образом. Банку с предварительно надетой крышкой вручную устанавливают на столик нижнего патрона. Затем ногой нажимают на педаль. При этом столик с банкой поднимается. После упора банки в верхний патрон начинает опускаться конусный кулак, который сводит ролики. Происходит закатывание банки. Ролики сводятся до тех пор, пока рычаг закаточной головки не дойдет до упора.
При опускании педали сначала отводятся закаточные ролики, а затем опускается столик нижнего патрона с банкой, закатанную банку вручную снимают со столика.
НАЛАДКА И РЕГУЛИРОВАНИЕ
Для обеспечения правильного режима работы и быстрого перехода с одного обрабатываемого изделия на другое в машине предусмотрены сменные рабочие органы (центратор, верхний патрон, центральная шестерня).
Переменными параметрами являются высота и диаметр банки.
После установки сменных деталей и узлов производится регулировка машины для достижения нормальных размеров и формы шва, а также для
|
|

|
|

устранения дефектов, зависящих от регулировки: снятие корпуса, подрез закаточного шва, накатка на патрон и др.
Комплектность
Полуавтомат закаточный типа АБПЛ 20x16, шт.............. 1
Сменные детали для, настройки машины на применяемый
типоразмер банок, компл...................................................... 1
Специальный инструмент-шаблон (поставляется по осо
бому требованию заказчика), шт....................................... I
Техдокументация, экз................................................................ 1
Характеристика элементов передач кинематической схемы полуавтомата закаточного типа АБПЛ 20x16 (к рис. 2)
| № поз. | 1 | 2 | 3 | 4 | |
| 4 | 4 | 4 | |||
| г | 22 | 16 | 14 | ||
| d | 282 | 90 |
|
|

НАЗНАЧЕНИЕ
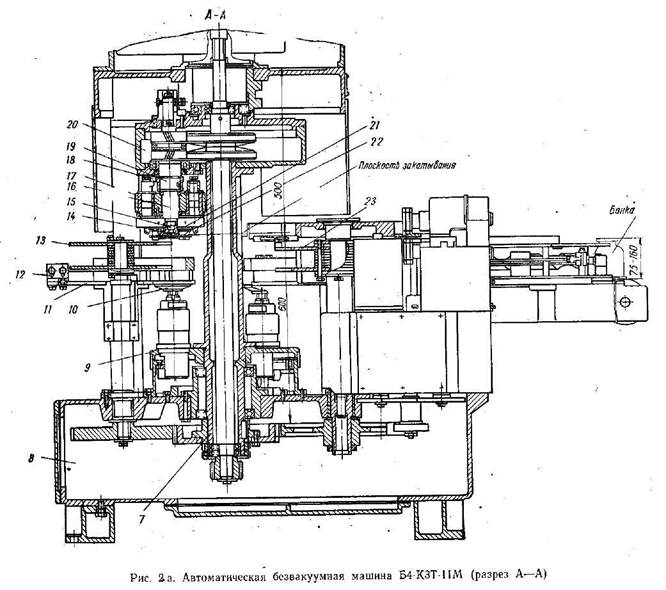
Автоматическая закаточная машина Б4КЗТ-11М (рис. 1) предназначена для маркировки крышек, укупорки и счета цилиндрических жестяных консервных банок, наполненных, продуктом, а машины Б4-КЗС-12М и Б4-КЗС-13 — для маркировки крышек, укупорки и счета стеклянных консервных банок с продуктом.

 Рис, 1. Автоматическая закаточная машина Б4-КЗТ-11М
Рис, 1. Автоматическая закаточная машина Б4-КЗТ-11М
При сответствующем исполнении электрооборудования машины могут эксплуатироваться на плавучих рыбоконсервных заводах, а также в странах с морским и тропическим климатом.
Техническая характеристика
Б4-КЗТ-11МБ4-КЗС-12М Б4-КЗС-13
Производительность, ба
нок в минуту.... 125 125 63
Предельные размеры
закатываемых, банок
(наружные), мм:
диаметр............................. 50—105 50—110 100—165
высота........................ 35—125 75—160 125—250
толщина жести.. 0,2—0,28 — —
Обрабатываемая тара № 3, 4, 5, СКО 58-1, СКО 83-2, 6, 7, 8, 9, СКО 58-2, СКО 83-3 10, 11, 12, СКО 83-1, по ГОСТ 13, 20, 22, СКО 83-2, 5717—51 23, 24 по СКО 83-51 и СКО 83-6 ГОСТ по ГОСТ по ТУ 5981—62 5717—51 204—63 Механизм закатывания:
число шпинделей............................. 4 4 4
число роликов на один шпин
дель.............................................. — 2 2
число роликов I операции на
один шпиндель............................... 2
число роликов II операции на
один шпиндель ........ 2
число оборотов плзншайбы за один оборот карусели.... 16 16 16
Механизм приема.............................. Транспортср-шнек
Механизм подачи:
тип гнезд звезды.............................. Роторный (звсздочный)
число гнезд звезды.......................... 5 5 5
Тип магазина крышек....................... Трехроликовый с блоки
ровкой привода
Маркер:
тип.................................................... Роликовый штамп
число знаков................................ До 8 в ряду
число рядов.................................. Не более 2
Система смазки....................................... Комбинированная (инди
видуальная и центра
лизованная)
Насое................................................ Т. Шестеренный Г-И-Н
Электродвигатель:
мощность, кет............................................ 3 2,2 2,2
число оборотов в минуту... 1430 1430 1430
Коробка скоростей.................................. Двухступенчатая
Ступени изменения производитель- 80— 80— 40— наст коробкой скоростей: а шки- 100— 100— 63,50—
вами, банок в минуту................... 125— 125— - 80
160 160 Габаритные размеры, ММ:
длина.................................................................... 1870 1S70 1900
ширина................................................................ 1070 1070 990
высота.................................................................. 2070 2070 2140
Вес, кг:
без оснастки и электрооборудования... 1460 1460 1460
средний вес оснастки.......................................... 100 90 90
полный вес.......................................................... 1625 1625 1625
УСТРОЙСТВО И РАБОТА
Машина Б4-КЗТ-11М имеет конструкцию, унифицированную на 90% с конструкцией машин Б4-КЗС-12М и Б4-КЗС-13.
Закаточная машина Б4-КЗТ-ПМ отличается от машин Б4-КЗС-12М и Б4-КЗС-13 профилем закаточных роликов и их количеством на закаточной планшайбе. Следовательно, устройство и работу вышеуказанных машин можно рассматривать на примере одной машины.
Машина выполняет следующие основные операции: прием банок с цеховых транспортных устройств; выдачу крышек из магазина; маркировку крышек; подачу банок и крышек к закаточной ка-
русели и их относительную ориентацию; установку крышки на банку; установку собранной банки с крышкой в патрон закаточного механизма; закатывание банки; съем банки; счет готовых изделий, подачу готовых изделий на цеховые транспортные устройства.
Машина (рис. 2 и 2а) состоит из следующих основных узлов: станины, механизма приема, механизма подачи, карусели закаточной, выбросного механизма, привода и электрооборудования.
Станина 8 автомата представляет собой закрытую масляную ванну с размещенными в ней деталями и основной частью системы смазки.
Механизм приема предназначен для приема неорганизованного потока банок^и его реорганизации. Он состоит из транспортера / и шнека 2, Со стороны, противоположной заходу шнека, расположены подпружиненная направляющая и датчик-щуп системы блокировки «нет банки — нет крышки».
Механизм подачи предназначен для транспортировки с одновременной ориентацией относительно друг друга банок и крышек и подачи их на столик закаточного механизма. Он состоит из подающей звезды 23, направляющих для крышек, магазина крышек 4 и маркера 3,
Магазин механизма подачи имеет накопитель для крышек. В корпусе магазина вращаются три от-секателя со шнеками, которые обеспечивают выдачу крышки для маркировки и закатки.
Маркер предназначен для маркировки крышек и состоит из двух маркировочных головок: верхней — пуансона и нижней — матрицы.
Карусель закаточная предназначена для закатывания банок двойным закаточным швом.
Корпус закаточной карусели состоит из верхней 20 и нижней 9 частей, соединенных между собой колонной 7. В верхней части корпуса закаточной карусели закреплены четыре шпинделя.
Шпиндель имеет наружный вал-шестерню, несущий операционный кулак 19, полый вал 16, служащий для крепления планшайбы 17, неподвижную пустотелую ось 15 с патроном 21. Внутри оси перемещается по вертикали толкатель 14. В расточках планшайбы 17 монтируются закаточные узлы I и II операций.
Каждый из закаточных узлов состоит из оси, рычагов, закаточных 22 и отжимных 18 роликов. Последние катятся по копирующим кулакам, в результате чего закаточные ролики описывают контур банки.
Стол поджимной 10 предназначен для поджима и центрирования банки на закаточной карусели.
Перемещение стола вдоль оси осуществляется с помощью ползуна с роликом и копира.
Выбросной механизм предназначен для выдачи закатанных банок из машины. Он состоит из выдающей звезды 13, столика 11 и направляющих, на которые установлен счетчик для банок 12.
Привод состоит из электродвигателя 6, клиноре-менной передачи и коробки скоростей 5.
Размеры закаточных машин приведены в таб
лице. .,,_....,.•..—.■
| Литера | Б4-КЗТ-11М | Б4-КЗС-12М | Б4-КЗС-13 |
| Б | 9070 | 2070 | 2140 |
| В | 920 | 902 | 993 |
| Г | 35—125 | 75-160 | 125—250 |
| д | 900 | 898 | 989 |
| Е | 405, 12 | 343,*55 | 314 |
| Ж | 1870 | 1870 | 1900 |
| И | 1070 | 1070 | 990 |
Кинематическая схема машины приведена на рис. 3.
Электрооборудование:
Б4-КЗТ-11МБ4-КЗС-12М и Б4-КЗС-13
Электродвигатель................................... А 02-32-4 АО2-31-4
Выключатель пакетный трехполюс-
ный I исполнения........................... ПВМЗ-25 Z ПВМЗ-25
Автоматический выключатель с рас-
цепителями на 6,5 а...................... АП50-ЗМТ АП50-ЗМТ
Пускатель магнитный с катушкой
на 380 в.............................................. ПМЕ-112 ПМЕ-112
Станция кнопочная.................................. КГС1-12 ПКЕ-622-2
Зажим переходной....................................... КН-ЗМ
Колодка маркировочная.............................. КМ-ЗМ
Машина работает следующим образом. Перемещаемые по транспортным устройствам линии банки поступают на приемный транспортер машины, где их поток реорганизуется. По сигналу от принятой банки из магазина выдается крышка, которая поступает через маркировочную станцию, надевается на банку и в таком виде банка с крышкой устанавливается на столик закаточной карусели.
Столик поднимает банку с крышкой и поджимает ее к патрону шпинделя, где она укупоривается. Укупоренная банка выдающей звездой выносится из машины.
НАЛАДКА И РЕГУЛ И РОВАН И Е
Для обеспечения правильного режима работы и быстрого перехода с одного обрабатываемого изделия на другое в автомате предусмотрены сменные рабочие органы и регулирующие устройства.
Переменными параметрами являются высота и диаметр банки.
|
|

|
|
|
|

Характеристика элементов передач кинематической схемы автомата закаточного безвакуумного типа БУ-КЗТ-1Ш(Б4-КЗС-12М, Б4-КЗС-13) для стеклянной тары (к рис. 3)
| № поз. | / | 2 | 3 | 4 | 5 | 6 | 7 | 9 | 11 | 12 | 14 | 16 | ||||
| 4 | 3 | 3,5 | 3,5 | 2,5 | 2,5 | 3,5 | 3,5 | 3,5 | 3,5 | 3 | 1,5 | 1,5 | 2,5 | |||
| г............. | 80 | 32 | 28 | 35 | 50 | 16 | 24 | 93 | 84 | 56 | fifi | 22 | 15 | 123 | ||
| t............. | ||||||||||||||||
| d............. | 280 | 136 | ||||||||||||||
| 175 |
Продолжение
| № поз. | П | 19 | 20 | 2/ | 22 | 25 | 24 | 25 | 2(5 | 27 | 29 | 1 | 31 | ||
| m............... | 2,5 | 2,25 | 2 | 2 | 2 | 2,5 | 2,5 | 4 | 4 | 2,5 | 4 | 4 | 4 | ||
| *r.................. | 30 | 42 | 20 | 35 | 25 | 24 | 28 | 25 | 40 | 56 | 70 | 100 | 90 | 20 | |
| rf............. | 12 | ||||||||||||||
| d.................. | 31,4 |
После установки сменных деталей и узлов производится регулировка автомата для достижения плавной передачи банок с транспортных устройств на приемный механизм, на механизм подачи, поджимные столики закаточной карусели и выбросной механизм.
Регулированием, кроме того, достигаются нормальные размеры и правильная форма шва.
Комплектность
Автомат закаточный типа Б4-КЗТ-11М, Б4-КЗС-12М или Б4-КЗС-13 с оснасткой на укупоривание банок одного
размера, шт.................................................................................. 1
Инструмент, компл......................................................................... 1
Техдокументация, экз..................................................................... 1
Примечание. Оснастка на укупоривание других банок, предусмотренных технической характеристикой, поставляется по заявке покупателя за отдельную плату.
|
|

НАЗНАЧЕНИЕ
Агрегат предназначен для маркировки крышек, укупорки под вакуумом и счета наполненных продуктом цилиндрических жестяных консервных банок.
При соответствующем исполнении электрооборудования агрегат может эксплуатироваться на плавучих рыбоконсервных заводах, а также в странах с морским и тропическим климатом.
Техническая характеристика
Производительность, банок в минуту.. 250
Размеры банки (наружные), мм:
диаметр..................................................................... 50—105
высота................................................................... 35—125
толщина жести...................................................... 0,2—0,28
Обрабатываемая тара........................................ Банки № 3, 4, 5,
6, 7, 8, 9, 10, 11,
12, 13, 20, 22, 23,
24 по ГОСТ
5981—62 Механизм предварительного закатывания:
число шпинделей........................................ 6
число роликов на планшайбе......... 1
число оборотов ня один оборот кару
сели.............................................................. 8
Механизм окончательного закатывания:
число шпинделей........................................................... 4
число роликов I операции на план
шайбе......................................................................... 2
число роликов Н операции на план
шайбе......................................................................... 2
число оборотов планшайбы за один
оборот карусели................................. 16
Система вакуумизации.................................... Общекамерная с
роторным клапаном
число карманов клапана........................ 5
разрежение в камере, мм рт. ст... Не ниже 500
Вакуум-насос:
тип............................................................... Водокольцевой
ВВН-1,5, ГОСТ
10889—64
производительность при 70%, м*1ч.. 1,5
максимальный вакуум, ММ рт. ст.. 68Э
расход воды, ajmuh.................................................. 8—10
электродвигатель насоса:
мощность, кет......................................................... 4
число оборотов в минуту..................................... 1450
Габаритные размеры вакуум-установки, мм:
длина........................................................... 1630
ширина....................................................................... 630
высота........................................................................ 810
Система смазки................................................ Индивидуальная,
централизованная
от шестеренчатых
насосов Г-П-П
Емкость жидкой системы смазки, л... 40
Электродвигатель;
мощность, кет............................................................ 5,5
число оборотов в минуту................... 1440
Габаритные размеры, мм:
длина............................................................ 3100
ширина......................................................... 1600
высота..................................................... 1800
Вес, кгх 3960
УСТРОЙСТВО И РАБОТА
Агрегат закаточный типа Б4-КЗВ-19 (рис. 1) является вертикальным роторным автоматом непрерывного действия.
Агрегат выполняет следующие основные операции: прием банок; выдачу крышек из магазина; маркировку крышек; подачу банок и крышек к ротору предварительного закатывания (клинчеру); установку крышки на банку; установку банки в патрон клинчера; клинчерование (негерметичное соединение банки с крышкой); съем с патрона; передачу банок от клинчера к вакуумирующему устройству; вакуумирование банок (первичное шлюзование); подачу банок к закаточному ротору; установку банки в патрон; закатывание (герметичное соединение банки с крышкой); съем с патрона; вторичное шлюзование; съем банок; подачу банок на транспортное устройство цеха.
Агрегат (рис. 2 и 2 а) 'состоит из следующих основных узлов: станины, механизма приема, механизма подачи, ротора клинчера, вакуум-системы карусели закаточной, выбросного механизма, привода и электрооборудования.
Станина 5 агрегата представляет собой закрытую масляную ванну с размещенными в ней деталями и основной частью системы смазки. Станина имеет две внутренние 'полости — вакуумную и невакуумную.
Механизм приема предназначен для приема потока банок. Он состоит из транспортера 15 и шнека 14. Со стороны, противоположной заходу шнека, расположены подпружиненная направляющая и датчик-щуп системы блокировки «нет банки — нет крышки».
Механизм подачи предназначен для транспортировки с одновременной ориентацией относительно
|
|

друг друга банок и крышек и подачи их на столик закаточного механизма. Он состоит из подающей звезды 13, натравляющих для крышек, магазина крышек 8 и маркера 9.
Магазин механизма подачи имеет накопитель для крышек. В корпусе магазина вращаются три от-секателя со шнеками, которые обеспечивают выдачу крышки для маркировки и закатки.
Маркер предназначен для маркировки крышек п состоит из двух маркировочных головок; верхней — пуансона и нижней — матрицы.
Привод механизма тюдачи настраивается на шаг 50x3,14 для 'восьмипозпционной звезды.
Съем банки с поджимного столика ротора клинчера и передача ее разгонной звезде, а также подача банки на поджимной столик карусели и сьем с него осуществляются звездами 10.
Вакуумная система состоит из насосной установки, вакуум-камеры, вакуум-клапана, механизма шлюзования, контрольной и сигнальной аппаратуры и системы трубопроводов.
Насосная установка 4 включает электродвигатель и водокольцевой насос типа ВВН-1,5,.смонтированные па общей раме, и водосборник.
Вакуум-камера 11 является вакуумной полостью станины, в которой установлена карусель. На передней стенке вакуум-камеры находится вакуум-клапан 12, который состоит из привода и ротора. Привод выпол'пеп в виде плоского редуктора с расположенными в нем раздаточными шестер'пями.
В корпусе ротора установлена пробка, имеющая карманы со столиками для банок. Банка загоняется в карман пробки разгонной звездой 16, закрепленной па валу привода. В полости каждого кармана имеется выбрасыватель. Привод выбрасывателя осуществляется от рычага с роликом и копира.
Вакуум-клапан может отводиться от вакуум-камеры.
Вакуум-регулятор служит для регулирования разряжения в вакуум-камере.
Выбросной механизм предназначен для выдачи закаточных банок из машины. Он состоит из выдающей звезды 7, транспортера 6 и направляющих, на которых установлен счетчик для банок.
Привод машины состоит из электродвигателя 3, клиноременной передачи 2 и коробки скоростей /.
Ротор клинчера (рис. 3) предназначен для предварительного закатывания банок.
Он состоит из верхнего корпуса, нижней планшайбы 1 и соединительной колонны 12.
Верхний корпус состоит из планшайбы 5 и крышки 7. В расточках планшайбы установлены шпиндели 9, несущие патроны // и закаточные узлы. Вращение шпинделя получают от центрального вала 2. Внутри пустотелого шпинделя перемещается по вертикали толкатель 10. Каждый закаточный узел состоит из оси 4, рычагов, закаточных 3 и отжимных 6 роликов. Последние катятся по копирующему кулаку 8, в результате чего закаточные ролики сходятся к центру байки и описывают ее контур.
На нижней планшайбе установлены поджимные вращающиеся столики 13, предназначенные для поджима и центрирования банок к патронам.
Карусель закаточная (рис. 4) предназначена для закатывания банок двойным закаточным швом.
Корпус закаточной карусели состоит из верхней 4 и нижней 1 частей, соединенных между собой колонной 2, В верхней части корпуса закаточной карусели закреплены четыре шпинделя.
Шпиндель имеет наружный вал-шестерню 5, несущий операционный кулак 7, полный вал 8, служащий для крепления планшайбы 9, неподвижную ось 10 с патроном 11. Внутри пустотелой оси перемещается по вертикали толкатель 13.
В расточках планшайбы монтируются закаточные узлы I и II операций.
Каждый закаточный узел состоит из оси 3, рычагов, закаточных 12 и отжимных 6 роликов. Последние катятся по копирующим кулакам, в результате чего закаточные ролики описывают контур банки.
Столик поджимной 14 предназначен для иоджк-ма и центрирования банки на закаточной карусели. Перемещение столика вдоль оси осуществляется с помощью ползуна с роликом и копира.
Кинематическая схема агрегата представлена па рис. 5.
Электрооборудование включает: электродвигатель привода АО2-42-4; электродвигатель вакуум-насоса ЛО2-41-4; выключатель пакетный ПВМЗ-25; выключатель автоматический ЛП50-ЗМТ; пускатель магнитный ПМЕ-212; реле тепловое ТРН-20; кнопочную станцию ПКЕ-622-2.
Агрегат работает следующим образом. Перемещаемые по транспортным устройствам линии банки поступают на приемный транспортер машины, где их поток реорганизуется. По сигналу от принятой банки из магазина выдается крышка, которая поступает через маркировочную станцию, надевается па банку и в таком виде банка с крышкой устанавливается на поджимной столик ротора клинчера, где происходит предварительное негерметичное закатывание (клипчерование) банки. После этого столик с банкой опускается, банка захватывается подающей (разгонной) звездой и загоняется в карман клапана. Пройдя клапан, банка подается в вакуум-камеру, где с помощью звезды устанавливается на поджимной столик закаточной карусели. Столик поднимается, прижимает банку к патрону, после чего происходит герметичное закатывание банки роликами I и II операции.
Закатанная банка звездой подается в гнездо клапана, который выводит ее из камеры. Далее выдающей звездой банка подается на выбросной транспортер агрегата.
НАЛАДКА И РЕГУЛИРОВАНИЕ
Для обеспечения правильного режима работы и перехода с одного обрабатываемого изделия на другое в автомате предусмотрены сменные рабочие органы п регулирующие устройства. Переменными параметоами являются высота и диаметр банки.
|
|

|
|

|
|

|
|

|
|

Кинематическая схема Б4-КЗВ-1Э (к рис. 5)
| № поз. | ; | 2 | 3 | 4 | 5 | 6 | 7 | S | 9 | И | У2 | 13 | 15 | 16 | ||
| 2 | 3 | 3 | 3,5 | 3,5 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | ||||
| г............ | 22 | 32 | 66 | 28 | 56 | 44 | 20 | 26 | 38 | 32 | 30 | 23 | 18 | |||
| t............ d............ | 125 | 260 | 224 | |||||||||||||
Продолжение
| № поз. | п | 18 | 20 | 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 2Р | 30 | 31 | ,32 | |
| m........... | 4 | 4 | 3 | 3 | 1,5 | 1,5 | 1,5 | 2,5 | 2,25 | 2,5 | 2 | •2 | 2 | 2,5 | 4 | |
| 2........... | 34 | 41 | Vi) | 76 | 123 | 22 | 15 | 4'Л | 28 | 20 | 12 | 40 | 24 | 25 | ||
| *........... d............ | 31,4 |
Продолжение
| № поз. | 33 | 34 | 36 | 37 | 38 | 39 | 41 | 42 | 43 | 44 | 45 | 46 | 47 | 48 | ||
| m........... | 4 | 2,5 | 2,5 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 2 | 2 |
| z............. | 40 | 42 | 84 | 100 | 48 | 76 | 75 | 60 | 80 | 84 | 32 | 72 | 24 | 55 | 84 | 28 |
| t............ d............ |
После установки сменных деталей и узлов производится регулирование автомата для достижения плавной передачи банок с течки транспортных устройств на приемный механизм, на механизм подачи, поджимные столики закаточной карусели и выбросной механизм.
Регулированием, кроме того, достигаются нормальные размеры и правильная форма шва.
Комплектность
Агрегат закаточный типа Б4-КЗВ-19 с оснасткой на
укупоривание банок одного размера, шт........................ 1
Инструмент, компл.................................................................... 1
Техдокументация, экз................................................................ 1
Примечание. Оснастка на укупоривание других банок, предусмотренных технической характеристикой, поставляется по заявке покупателя, за отдельную плату.
|
|

НАЗНАЧЕНИЕ
Автоклавы предназначены для стерилизации консервов, укупоренных в таре. Они могут иметь автоматическое устройство для регулирования температуры стерилизации и охлаждения консервов в соответствии с заданными режимами стерилизации
Техническая~характеристина
АВ-2 АВ-4
Емкость автоклава, л............................................................ 1570 2750
Внутренний диаметр, мм............................................... 1000 1000
Рабочее избыточное давление в автоклаве,
кгс!сМ*........................................................................ 3,5 3,5
Количество загружаемых корзин, шт...................................... 2 4
Емкость корзины, л................................................................ 485 485
Габаритные размеры, мм:
ширина.................................................................... 1350 1350
длина:
с закрытой крышкой........................................... 2200 2200
с открытой крышкой................................................ 1870 1870
высота:
с закрытой крышкой................................................ 2500 4000
с открытой крышкой................................................ 3290 4790
Вес автоклава, кг:
без корзин................................................................ 940 1317
с корзинами.................................................................. 1150 1750
УСТРОЙСТВО И РАБОТА
Автоклав (рис. 1 и 2) состоит из следующих основных групп и узлов: корпуса 3, крышки 4, корзин 10, программного регулятора ПРП-2 9, арматуры для подключения к магистрали пара, воды, воздуха и для спуска конденсата.
Сварной корпус автоклава состоит из двух цилиндрических обечаек толщиной 6 мм и днища толщиной 8 мм. На корпусе предусмотрены патрубки с фланцами для подключения автоклава к магистралям пара, сжатого воздуха, воды и конденсата, а также штуцера для подключения манометра 8, термометра 7 и датчиков программного регулятора ПРП-2. Внизу корпуса расположены паровой бар-ботер 11 и сливной патрубок со стаканом.
Фланцы крышки и корпуса прижимаются друг к другу при помощи быстродействующего поясного зажима 2, состоящего из пятнадцати секторных захватов, укрепленных на кольце из пружинной полосовой стали, и рычажной системы для стягивания и разведения поясного зажима. На крышке предусмотрены патрубок для-подвода воды и штуцера для установки предохранительного клапана 5 и пробно-спускного крана 6,

Рис. 1. Автоклав типа АВ-2 (общий вид)
Крышка имеет уравновешивающее устройство 1, облегчающее ее открывание и закрывание. Для фик-- сации крышки в закрытом состоянии на корпусе укрепляется защелка.
Программный регулятор стерилизации ПРП-2 предназначен для автоматического ведения процесса стерилизации с воздушным противодавлением по заданной формуле стерилизации. Установка и подключение ПРП-2 производятся на месте эксплуатации автоклавов с использованием необходимой арматуры, указанной в технологической схеме.
Автоклавы работают следующим образом. Наполненные банками корзины устанавливаются в аппарат одна на другую, после чего крышка закры-
|
|

НАЗНАЧЕНИЕ
Сушилки предназначены для сушки овощей и плодов, короткорезанных макаронных изделий и других пищевых продуктов. Используются на предприятиях овощесушильной, пищеконцентратной, ма-
аронной, ферментной и других отраслей пищевой
фомышленности.
i
Техническая характеристика
*:£ &Ц *3 iig
и!* О^ О*? О^
роизводительность по сухому кар-, тофелю при снижении влажности
с 75% до 12%, кг\ч.................................. 30 60 90 180
роизводительность по испаренной
| i |
влаге, кг\ч........................................... 75 150 225 450
абочая площадь конвейерных
лент, м?......................................................... 15 30 45 90
оличество конвейерных лент, шт. 5 5 5 5
Ширина конвейерных лент, мм.. 1250 1250 2000 2000
Площадь нагрева калориферов, м? 130 260 700 1400
'лектродвигатель привода:
количество, шт................................ 1 1 2 2
.мощность, кет.................................... 1,5 1,5 1,5 1,5
число оборотов в минуту... 950 950 950 950
Iлектродвигатель вентилятора:
количество, шт................................ — — 2 3
мощность, кет................................ — — 2,2 2,2
число оборотов в минуту... — — 1500 1500
1ариатор ВЦ22-101-03, шт.................. 1 1 2 2
'едуктор:
тип.................................................... червячный РЧД154,Зб
передаточное отношение... 32 32 32 32
количество...................................... 1 1 2 2
'абаритные размеры, мм:
длина........................................... 5280 8800 7500 11980
ширина............................................. 2400 2400 2800 2800
высота.............................................. 3100 3765 4600 4600
tec, кг.......................................................... 3173 4786""5500 11000
УСТРОЙСТВО И РАБОТА
Сушилки типа СПК-4Г-30 и, СПК-4Г-15 (рис. 1, 2) и СПК-4Г-90 (рис, 3, 4) представляют юбой камеру, закрытую металлическими щитами и цверями. Сушилка типа СПК-4Г-15 отличается от "ПК-4Г-30 наличием только одного вытяжного устройства вместо двух, а сушилка типа СПК-4Г-45 (рис. 2) от сушилки СПК 4Г-90 — наличием двух зытяжных устройств вместо трех. " Опорной частью сушилки (рис. 1, 2, 4) является станина 2, внутри которой расположено пять пар Эарабанов 0 246 мм. Каждая пара барабанов несет на себе бесконечную сетчатую проволочную ленту из нержавеющей стали. Один из барабанов в каждой паре является ведущим, другой — натяжным.
Привод 1 сушилок типа СПК-4Г-15 и СПК-4Г-30 состоит из одной самостоятельной приводной колонки, а привод сушилок типа СПК-4Г-45 и СПК-4Г-90 — из двух самостоятельных приводных колонок. Каждая колонка включает электродвигатель, вариатор, червячный редуктор. От редуктора вращение на звездочки ведущих барабанов передается цепной передачей. Диаметры звездочек ведущих барабанов различны, следовательно, различны скорости движения лент и время нахождения продукта в отдельной зоне температур.
Для очистки барабанов от налипшего продукта служат скребки, установленные на барабанах.
Наклонный транспортер 4, установленный под углом 40° к горизонту, служит для подачи продукта в сушилку. Транспортер состоит из каркаса, верхнего приводного и нижнего натяжного барабанов. На барабанах устанавливается бесконечная сетчатая проволочная лента из нержавеющей стали. На ленте транспортера закреплены специальные планки, удерживающие продукт от сползания вниз.
Калориферы 3 служат для нагрева воздуха, испаряющего и уносящего влагу продукта. Секции паровых калориферов расположены в пространстве между ветвями каждой транспортерной ленты. Ребристая поверхность калориферов нагревает окружающий воздух, который испаряет и уносит влагу продукта, находящегося в сушилке. В калорифер подается пар давлением 3—8 ат.
Давление поступающего пара контролируется манометром, температура среды над каждой лентой — ртутными термометрами, влажность среды сушилки — психрометром, который устанавливается над верхней конвейерной лентой.
Вытяжное устройство 5 служит для удаления влажного воздуха из сушилки.
На сушилках типа СПК-4Г-15 и СПК-4Г-30 применена естественная вытяжка. Разность температур между внешней средой и рабочим пространством сушилки создает естественную тягу воздуха. Интенсивность вытяжки воздуха из сушилки можно регулировать регулирующим клапаном.
На сушилках типа СПК-41%45 и СПК-4Г-90 вытяжка влажного воздуха принудительная.
На сушилке типа СПК-4Г-45 вытяжное устройство 5 включает две вытяжные камеры и два вентилятора, а на сушилке СПК-4Г-90 — три вытяжные камеры и три вентилятора. Производительность вентиляторов может регулироваться клапаном, установленным в головке вытяжной камеры. Забор воздуха в сушилку осуществляется из помещения через подвижные шторы в нижней части сушилок.
|
|

|
|

|
|

На рис. 5 и 6 представлены схемы автоматики сушилок типа СПК-4Г-15, СГЩ-4Г-30, СПК-4Г-45, СПК-4Г-90.
Система автоматизации предусматривает контроль температуры в каждом ярусе, влажности воздуха в сушильной камере, давления на паровой магистрали перед коллектором.
Необходимая температура воздуха в сушильной камере автоматически поддерживается регулятором температуры ЭАТРТ. Исполнительный механизм управляет регулирующим клапаном на паровой магистрали.
Управление приводами транспортирующих устройств и вентиляторов осуществляется от кнопочных станций. Схема предусматривает световую сигнализацию наличия напряжения и включения приводов.
Принципиальная электрическая схема сушилок типа СПК-4Г-15 и СПК-4Г-30 приведена на рис. 7. Принципиальная электрическая схема сушилки типа
СПК-4Г-45 отличается от схемы сушилки типа СПК-4Г-90 (рис. 8) наличием четырех электродвигателей.
Процесс сушки продукта осуществляется следующим образом. Очищенный и нарезанный продукт, пройдя бланширователь, промывается холодной водой и наклонным транспортером подается на верхнюю рабочую ленту сушилки. Затем продукт поступает на вторую ленту, третью и т. д., проходя последовательно пять лент.
Нагретый от калориферов воздух, проходя слой продукта, отбирает у него влагу и выводится в атмосферу. Четыре яруса сушилки предназначены для сушки продукта, а на пятом происходит охлаждение продукта до температуры цеха. В конце пятой ленты в сушилке предусмотрен лоток для выгрузки продукта.
Кинематические схемы сушилок типа СПК-4Г-15 и СПК-4Г-30 приведены на рис. 9, СПК-4Г-45 — на рис. 10 и СПК-4Г-90 ™ на рис. 11. '
|
|

|
|

|
|

|
|


Характеристика элементов передач кинематической схемы сушилок типа СПК-4Г-15 и СПК-4Г-30 (к рис. 9)
| № поз. | / | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
| z............. | 60 | 15 | 18 | 45 | 36 | 27 | |||||
| t............. | 15,875 | 15,875 | 15,875 | 15,875 | 15,875 | 15,875 | |||||
| d............. | 80 | 279 | 246 |
Характеристика элементов передач Кинематической схемы сушилки типа СПК-4Г-45 (к рис. 10)
| № поз. | 1 | 2 | 5 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| г.................... | 15 | 60 | 36 | 53 | 27 | 32 | 40 | |||
| t..................... | 15,875 | 15,875 | 15,875 | 15,875 | 15,875 | 15,875 | 15,875 | |||
| &.................... | 1 | 276 | 80 | 246 - |








