 2014-02-03
2014-02-03 2560
2560Преимущества
Виды контактной сварки
Основные виды контактной сварки в зависимости от формы сварного соединения:
- точечная сварка – одноточечная, двухточечная, многоточечная;
- рельефная сварка;
- шовная сварка – непрерывная, прерывистая, шаговая;
- стыковая сварка – сопротивлением и оплавлением;
- шовно-стыковая сварка;
- рельефно-точечная сварка;
- контактная сварка по методу Игнатьева.
Контактная сварка широко распространена в промышленном производстве благодаря следующим преимуществам:
- высокая производительность за счет применения большой электрической мощности (время сварки одного стыка или точки составляет до 0,02–1 с);
- высокое и стабильное качество сварных соединений;
- низкие требования к квалификации сварщика;
- широкие возможности механизации и автоматизации процесса (машины контактной сварки или их сварочные части могут сравнительно легко встраиваться в поточные сборочно-сварочные линии);
- низкий расход вспомогательных материалов (воздуха, воды), отсутствие потребности в расходных сварочных материалах (газах, присадочной проволоке, флюсе и т. п.);
- высокая экологичность процесса.
Точечная сварка – разновидность контактной сварки, при которой детали соединяются по отдельным участкам касания, ограниченным площадью торцов электродов, передающих усилие сжатия и подводящих электрический ток.
Свариваемые заготовки накладывают друг на друга и зажимают обычно между двумя металлическими электродами с приложением к ним усилия Fсв. После этого включается питание, которое вызывает в проводах, электродах и свариваемых деталях электрический ток величиной до нескольких единиц или десятков кА. В результате в зоне контакта заготовок по оси электродов начинается процесс нагрева и расплавления металла. Уплотняющий поясок пластически деформированного металла, прилегающий к расплаву, предохраняет его от выплеска и взаимодействия с воздухом.
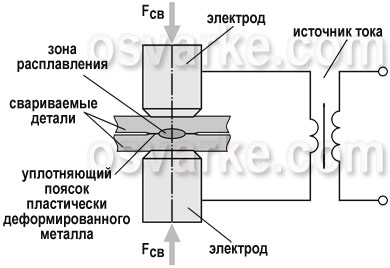
Рисунок. Схема точечной сварки
При достижении расплавленным металлом необходимого объема электрический ток выключается (фаза проковки), что приводит к прекращению тепловыделения в деталях и кристаллизации расплава. Проковка может выполняться без увеличения давления или с повышенным давлением. Через некоторое время с электродов снимается усилие сжатия. Полученное соединение напоминает по форме заклепку и называется сварной «точкой».
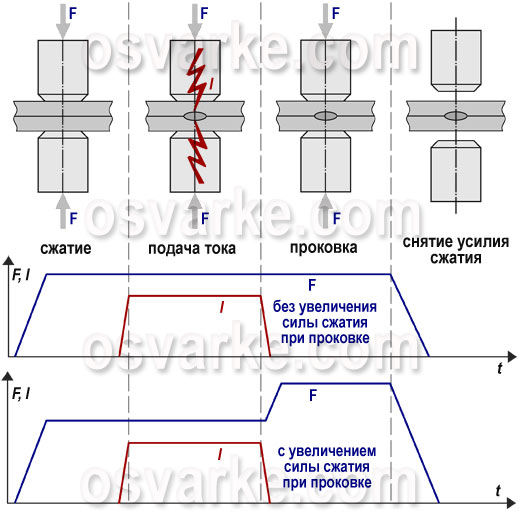
Рисунок. Циклы и циклограммы точечной сварки
Структура и размеры сварной «точки» зависят от силы тока, продолжительности его протекания, формы и размеров рабочей поверхности электродов, усилия сжатия и состояния поверхностей деталей. Типичный диаметр ядра точки составляет 4–12 мм.
Для нагрева заготовок при точечной сварке применяются кратковременные импульсы переменного (обычно промышленной частоты 50 Гц, реже частоты 1000 Гц), постоянного или униполярного тока.
Электроды изготавливают в основном из меди и ее сплавов, обладающих высокой тепло- и электропроводностью.
|
 Рисунок. Схема рельефной сварки Металл выступа начинает интенсивно нагреваться и постепенно деформируется. На определенной стадии в месте контакта заготовок образуется зона расплавления как при точечной сварке. По мере протекания сварочного тока возрастает объем зоны расплавления, а металл выступа, деформируясь, выходит на наружную поверхность заготовки. После выключения тока расплав охлаждается и кристаллизуется с образованием ядра, окруженного уплотняющим пояском пластически деформированного металла, по которому соединение сформировалось без расплавления.
Рисунок. Схема рельефной сварки Металл выступа начинает интенсивно нагреваться и постепенно деформируется. На определенной стадии в месте контакта заготовок образуется зона расплавления как при точечной сварке. По мере протекания сварочного тока возрастает объем зоны расплавления, а металл выступа, деформируясь, выходит на наружную поверхность заготовки. После выключения тока расплав охлаждается и кристаллизуется с образованием ядра, окруженного уплотняющим пояском пластически деформированного металла, по которому соединение сформировалось без расплавления. 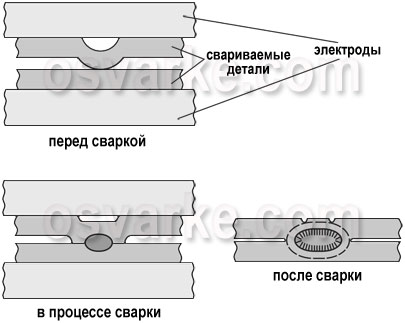 Рисунок. Образование соединения при рельефной сварке Основное отличие рельефной сварки от точечной заключается в том, что контакт между заготовками и сварное соединение определяются формой и размерами выступа, а не формой рабочей поверхности электродов, как при обычной точечной сварке. Таким образом, при заранее подготовленных выступах за один ход машины рельефной сварки можно произвести до нескольких десятков сварных точек. Электроды имеют длительный срок службы из-за большой контактной поверхности и концентрации тока и давления в рельефах свариваемых деталей. Недостатком данной технологии является повышенная
Рисунок. Образование соединения при рельефной сварке Основное отличие рельефной сварки от точечной заключается в том, что контакт между заготовками и сварное соединение определяются формой и размерами выступа, а не формой рабочей поверхности электродов, как при обычной точечной сварке. Таким образом, при заранее подготовленных выступах за один ход машины рельефной сварки можно произвести до нескольких десятков сварных точек. Электроды имеют длительный срок службы из-за большой контактной поверхности и концентрации тока и давления в рельефах свариваемых деталей. Недостатком данной технологии является повышенная Стыковая сварка – разновидность контактной сварки, при которой детали соединяются по поверхности стыкуемых торцов в результате подвода тока и применения усилия сжатия.

