 2014-02-24
2014-02-24 2386
2386Оценка шероховатости поверхности в цеховых условиях часто осуществляется визуально — осмотром обработанной поверхности и сравнением ее с аттестованным эталоном. Эталоны должны быть изготовлены из тех материалов, что и проверяемые детали, так как отражательная способность материалов различна.
Визуальная оценка поверхности невооруженным глазом возможна в пределах шероховатости, соответствующей Rz = 320 ÷ 10 мкм. Применение микроскопа сравнения (модель МС-49) расширяет возможности этого метода контроля. Оптическая схема этого микроскопа построена так, что луч света от лампы проходит через призму в двух направлениях: один пучок света направляется на поверхность эталона и, отразившись от нее, проходит через призму и объектив и дает изображение поверхности эталона в одной половине поля зрения окуляра; другой пучок света направляется на поверхность контролируемой детали и, отразившись от нее, также проходит через призму и объектив и дает изображение поверхности детали в другой половине поля зрения окуляра. Сопоставляя качество контролируемой поверхности с эталоном, можно определить шероховатость обработанной поверхности. Микроскоп сравнения типа МС-49 дает увеличение в 10—50 раз и позволяет контролировать поверхности до шероховатости, соответствующей R а = 0,04 ÷0,16 мкм, не снимая детали со станка.
Оценка шероховатости поверхности методом сравнения субъективна и может вызвать разногласия.
Для непосредственных измерений высоты микронеровностей пользуются приборами: оптическими (двойной микроскоп, микроинтерферометр), щуповыми (профилометры, профилографы), пневматическими.
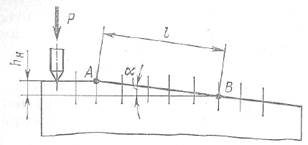
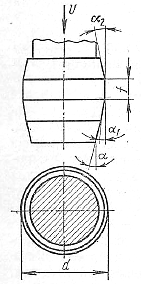
Для определения глубины и степени наклепа наиболее распространен метод «косого среза». Сущность его заключается в следующем. На образце с помощью притирки пастой ГОИ изготовляют срез под небольшим углом а = 0°30' + 2° (рис. 3.10). Определяя с помощью прибора твердость по длине среза, находят расстояние от начала среза (точка А) до точки, после которой твердость перестает изменяться (точка В). Глубина наклепанного слоя h н = l sin α. Степень наклепа (в %) определяют из соотношения
 , (3.5)
, (3.5)
[1] О ремонтопригодности изделия см. § 21., стр. 75.

