 2014-02-12
2014-02-12 2079
2079Требования к упругим чувствительным элементам
ИЗГОТОВЛЕНИЕ УПРУГИХ ЧУВСТВИТЕЛЬНЫХ ЭЛЕМЕНТОВ
Многие приборы времени, измерения давления и разрежения, приборы автоматики и другие имеют упругие чувствительные элементы, к которым относятся различные пружины (плоские, винтовые, спиральные, трубчатые, манометрические), мембраны и мембранные коробки, гофрированные металлические меха — сильфоны. В некоторых приборах имеет место сочетание нескольких разновидностей упругих чувствительных элементов: пружинно-мембранных, пружинно-сильфонных, пружинно-поршневых и др. Принцип действия пружинных приборов основан на том, что измеряемое давление уравновешивается силами упругости пружины, величина деформации которой находится в известной зависимости от величины давления.
Упругие чувствительные элементы должны отвечать следующим требованиям: обеспечивать требуемые характеристики, т. е. зависимости между упругой деформацией и действующим усилием, минимальные величины гистерезиса и стабильность характеристики во времени и диапазоне рабочих температур; иметь надежную коррозионную стойкость и герметичность (для манометрических и мембранных чувствительных элементов).
В приборостроении применяют большое количество различных цилиндрических и плоских пружин, выполняющих функции амортизаторов или передачи точной осевой силы двигателя изделия или являющихся одной из деталей узла регулятора приборов времени. В зависимости от назначения для изготовления винтовых пружин используют круглую холоднотянутую стальную углеродистую проволоку I и II классов; для ответственных пружин сжатия, работающих при циклических нагрузках и в диапазоне температур от —60 до +180° С, — проволоку из стали 50ХФА; для тяжелых условий эксплуатации — коррозионно-стойкую и жаропрочную проволоку из стали 1Х18Н9Т, 3X13, 0Х7Н13ГТ, К40НХМ и др.; для прецизионных и антимагнитных пружин — холоднотянутую проволоку из нейзильбера и бронзы. Плоские пружины, применяемые для двигателей в приборах времени, изготовляют из углеродистой стали марки У12А или 65Г.
Спирали (волоски) в спусковом регуляторе приборов времени выполняют из специальных сплавов Н41ХТА.
Цилиндрические винтовые пружины изготовляют двумя методами:
1) навивкой проволоки на оправку и
2)навивкой без оправки.
Первый метод применяется в мелкосерийном производстве. Чаще всего навивка на оправку ведется сплошной спиралью вплотную, затем растягивают спираль, обеспечивая при этом заданный шаг. После растягивания спираль разрезают на отдельные пружины на прессах, шлифуют торцевые витки, снимают заусенцы и притупляют острые края. У пружин, работающих на растяжение, отгибают крайние витки, образуя петли для возможности крепления пружин в механизме. Некоторые пружины изготовляют навивкой на оправку по одной штуке с заданным шагом. В этом случае длина развернутой проволоки для одной пружины
L = nDn/cosa,
где D — средний диаметр цилиндрической пружины; п~ количество витков; а — угол наклона витка пружины.
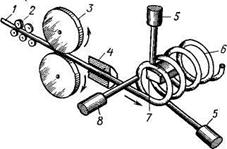
| Рис 20 1. Схема безоправочной навивки пружины / — проволока, 2 и 3 — ролики, 4 — втулка, 5 — упоры, 6 — пружина, 7 — шаблон, 8 — палец |
В качестве инструмента для навивки пружин применяют оправку, устанавливаемую в патрон токарного станка. Диаметр оправки определяют опытным путем, так как после навивки на оправку спираль раскручивается (за счет упругости проволоки) и наружный диаметр пружины увеличивается. Натяжение проволоки при навивке пружины обеспечивается за счет зажатия проволоки между двумя пластинками, закрепленными в резцедержателе станка. Получение требуемого шага спирали пружины достигается перемещением суппорта ходовым винтом.
В крупносерийном и массовом производстве цилиндрические винтовые пружины изготовляют методом безоправочного навивания (рис. 20.1) на специальных пружинно-навивальных автоматах модели ПР-118А, предназначенных для навивки цилиндрических и бочкообразных пружин правой и левой навивки. Такие автоматы могут быть настроены как на непрерывную навивку пружин, так и навивку заданной длины и шага.
После изготовления пружины подвергаются термической обработке и стабилизации. Пружины из стальной термообработанной проволоки нагревают в селитровой ванне при температуре 200— 300° С в течение 1—2 ч. Стабилизация достигается путем приложения периодической нагрузки к пружинам в течение 1—2 ч с частотой 30—40 циклов/мин. После изготовления цилиндрические винтовые пружины подвергаются антикоррозионным покрытиям: оксидированию, цинкованию, кадмированию или фосфатированию. Контролируют элементы выборочно универсальными измерительными инструментами. Упругие свойства пружин проверяют на специальных циферблатных динамометрах.

