 2014-02-12
2014-02-12 452
452Переработка пластмасс в изделия (изготовление изделий из пластмасс) – это комплекс технологических процессов, обеспечивающий получение полуфабрикатов или изделий из пластических масс с использованием специального оборудования.
Методы изготовления изделий из пластмасс зависят от их термических свойств при нагревании:
1) термопластичные пластмассы (термопласты) (полиолефиновые, поливинилхлоридные, полистирольные, полиамидные, полиэфирные, фторопласты и др.) при нагревании размягчаются и легко формуются в изделия, а при охлаждении застывают, свойства их при этом изменяются обратимо;
2) термореактивные (реактопласты) (фенолоформальдегидные, аминоформальдегидные, эпоксидные и др.) размягчаются лишь в момент формования изделия (при нагревании и давлении), после чего пластмасса необратимо переходит в неплавкое состояние.
Методы переработки пластмасс в изделия:
1. Переработка термопластов:
1.1. Экструзия (шприцевание, выталкивание) (волокна и нити, пленки, листы, трубы, ленты, стержни, изоляция электрических проводов и кабелей и др.):
|
|
|
|
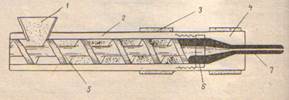
Схема работы экструдера (шнекмашины)
· пластмасса, загружаемая в экструдер в виде порошка или гранул, поступает в камеру, нагреваемую электричеством или паром;
· вращающийся винт (шнек) выдавливает размягченную пластмассу из обогреваемой камеры через отверстие желаемой формы;
· материал застывает в потоке воздуха около отверстия или в охлаждающей емкости по мере того, как он выходит из экструдера;
· по валкам формованная пластмасса попадает на ленточный конвейер, где товар скатывают в рулоны или разрезают на отрезки подходящей длины.
1.2. Литье под давлением (литьевое формование) (предметы со сложным профилем) – зеркальный блеск поверхности и след от литника:
· материал (обычно в виде небольших гранул) нагревают в камере в отсутствие воздуха;
· когда пластмасса разжижается, плунжер (поршень) выдавливает ее через отверстие в холодную форму;
· материал быстро охлаждается и после затвердевания автоматически выбрасывается при открывании формы.
 1.3. Экструзия с раздуванием (выдувное формование) (бутылки, флаконы, канистры и другие полые изделия и др.) – на боковых поверхностях заметны следы от соединения разъемных частей формы:
1.3. Экструзия с раздуванием (выдувное формование) (бутылки, флаконы, канистры и другие полые изделия и др.) – на боковых поверхностях заметны следы от соединения разъемных частей формы:

|
Агрегат для получения пленок методом раздува рукава
|
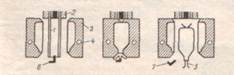 Схема выдувания (раздувания) полых изделий
Схема выдувания (раздувания) полых изделий|
|
|
· отмеренное количество материала формуют в виде трубы посредством литьевого формования (литья под давлением) или экструзии;
· один конец трубы заплавляют и помещают ее в разборную форму;
· подавая воздух в горячую пластмассовую трубу, ее раздувают так, что она заполняет полость формы и превращается в готовое изделие.
1.4. Вакуумное формование (вакуум-формование) (крупногабаритные детали и изделия):
· лист термопласта толщиной до 6,5 мм и шириной до 1–2 м осторожно нагревают до размягчения;
· помещают лист поверх формы так, чтобы вакуум засасывал пластик в полости и выемки формы;
· после этого лист охлаждают, и он затвердевает.

 1.5. Каландрирование (пластины, листы, пленки, полимерные покрытия на ткани и др.):
1.5. Каландрирование (пластины, листы, пленки, полимерные покрытия на ткани и др.):
|
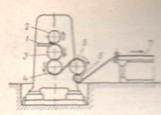
Схема получения полимерных Схема нанесения полимерного
пленок каландрованием покрытия на ткань
· полимер пропускают через каландр, состоящий из нескольких пар валков, лежащих один над другим;
· готовую пленку разрезают на листы или сматывают в рулоны.
|
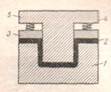
Схема горячего штампования изделий из листовых полимеров
· лист термопласта зажимают над формой с мелкими углублениями и полостями и нагревают;
· после достижения температуры формования между формой и листом создают вакуум;
· атмосферное давление вдавливает размягченный лист во все углубления формы;
· после остывания листа зажимы отпускают и готовое изделие снимают.
1.7. Метод заливки (детали сложной конфигурации):
· жидкий материал (пластизоль) заливают в полую форму, затем путем вращения его распределяют по стенкам с последующим удалением избытка пластизоля;
· на внутренней поверхности формы остается слой материала, который при нагревании превращается в эластомер;
· после охлаждения готовое изделие извлекают из формы.
1.8. «Драпировочное» формование (создание глубокого рельефа на поверхности изделия):
· лист термопластика поддерживается зажимами выпуклой формы над ее самой высокой точкой;
· по мере нагревания и размягчения лист постепенно оседает и как бы драпирует наиболее выпуклые части формы;
· когда лист нагреется до температуры формования, края листа плотно прижимают к наружному краю формы и создают между листом и поверхностью формы вакуум для завершения процесса.
1.9. Изготовление газонаполненных пластиков:
· использование газовыделяющего агента, равномерно распределенного в массе;
· растворение газа в мягкой пластической массе под давлением с последующим вспениванием массы, когда давление снимается.
1.10. Вырубное штампование (конструкционные или изоляционные детали): вырубание из листовых пластмасс на специальных штампах.
2. Переработка реактопластов:
2.1. Горячее прессование (прямое прессование) (гребни, оправы для очков, ручки, кастрюли, телефонные трубки, пепельницы, корпуса и панели радиоприемников и телевизоров, холодильников, стиральных машин и кондиционеров и др.) – следы от выталкивателей:
|

 Детали изделий из листовых пластмасс, Схема горячего прессования изделий в пресс-форме
Детали изделий из листовых пластмасс, Схема горячего прессования изделий в пресс-форме|
|
|
изготавливаемые вырубным штампованием на гидравлическом прессе
· порошкообразную пластмассу предварительно спрессовывают в заготовки, имеющие чуть больший объем и вес, чем готовое изделие;
· заготовку нагревают, поместив ее между электродами высокочастотной печи (время и температура нагревания контролируется, чтобы не допустить преждевременной вулканизации);
· после введения заготовки в нагреваемую полость пресс-форма закрывается и подается давление;
· пластмасса переходит в полужидкое состояние и заполняет пресс-форму;
· материал выдерживают в форме, пока он не заполимеризуется и станет неплавким;
· после окончания вулканизации давление снимают, форму открывают, и изделия выталкиваются.
2.2. Литье в формы (инкапсуляция мелкого электрического или магнитного оборудования: генераторов, моторов, сопротивлений, конденсаторов):
· материалы заливаются в свинцовые формы в виде сиропообразной густой смолы;
· вулканизация нагреванием требует нескольких суток (с катализаторами время вулканизации можно сократить до нескольких часов).
2.3. Литьевое прессование (для изделий с металлическими включениями и сложным профилем):
· прессуемое соединение загружают в отдельную камеру;
· когда форма закрывается, тесно прилегающий плунжер выдавливает вещество из камеры в полость формы.
2.4. Реакционное литьевое формование – формование с отвердителем (капоты, крылья, двери и крыши автомобилей):
· два компонента смолы быстро и тщательно смешивают;
· вводят в форму, где материал затвердевает.
2.5. Ламинирование – получение слоистых материалов из бумаги или ткани, пропитанной термореактивной смолой:
· простое ламинирование (листы, стержни, трубы): текстиль, бумагу и глину в форме листов спекают под действием температуры и давления между пластинами пресса;
· декоративное ламинирование (столешницы, облицовки стен, ламинаты, имитирующие различные породы дерева, мрамор и цветные плиты): формуют насыщенный волокном материал в открытых формах и вулканизируют его нагреванием или облучением светом.
|
|
|
Отделка и декорирование изделий из пластмасс:
1) украшение от формы – объемный рисунок или узор на поверхности изделия, полученный в процессе формования,
2) окрашивание в массе – добавление красителя в раствор или расплав полимера перед формованием изделий,
3) трафаретная печать – рисунок, получаемый с помощью гибких пластинок, имеющих вырезы в соответствии с контуром наносимого рисунка,
4) деколь – представляет собой рисунок, полученный по принципу переводных картинок,
5) гравировка – рисунок в виде неглубоких рельефных изображений сложной композиции,
6) двухцветное литье – литье из разноокрашенных растворов или расплавов, не смешанных между собой,
7) тиснение – разрушение по заданному рисунку поверхностного слоя изделия механически или химическими составами,
8) живопись – выполняется кистью вручную специальными составами красителей и другие.









