 2015-01-30
2015-01-30 902
902 |








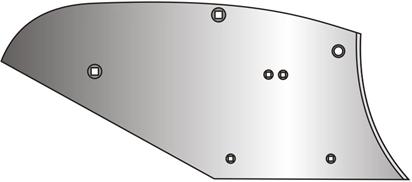
Рис. 8.2. Схема расположения основных дефектов отвала плуга
Изношенные участки полевой поверхности отвала восстанавливают наплавкой.
Отломанную носовую часть отвала восстанавливают приваркой вставки. Для этого необходимо обрубить линию излома и снять с тыльной стороны фаску. Затем вырубить вставку по форме и размерам недостающей носовой части и восстанавливаемый отвал с готовой вставкой сварить с обеих сторон электродами типа Э-42 диаметром 3…4 мм. Особенно тщательно зачищают шов на рабочей стороне отвала, так как в случае выступания металла над рабочей поверхностью происходит залипание отвала почвой.
Трещины, вмятины и заусенцы на рабочей поверхности отвала не допускаются. Зазор между торцом нижнего обреза и контрольной плитой не должен превышать 1 мм. Угол заточки полевого обреза отвала составляет 45°.
8.6.3. Восстановление дискового ножа.
Дисковый нож относится к классу плоских деталей вращения, изготовленных из стали 65 Г. Основные дефекты дискового ножа (рис. 3):








