 2015-01-30
2015-01-30 3831
3831Техническая и организационно-экономическая характеристики производственного процесса определяются видом продукции; объемом производства; типом и видом применяемой техники и технологии; уровнем специализации. Производственные процессы на предприятиях разделяются на 2 вида: основные и вспомогательные.
Основные процессы непосредственно связаны с превращением предметов труда в готовую продукцию (переплавка руды в доменной печи и превращение ее в металл, превращение муки в тесто, а затем в готовый хлеб и др.).
Вспомогательные процессы лишь способствуют течению основных процессов, но сами непосредственно в них не участвуют (перемещение предметов труда, ремонт оборудования, изготовление инструмента и оснастки, складирование предметов труда и др.). Основное отличие вспомогательных процессов от основных состоит в различии места реализации и потребления конечного продукта. Как правило, продукт, полученный в результате основного производственного процесса, поступает для реализации на рынок, а продукт, полученный в результате вспомогательного процесса, потребляется внутри предприятия.
Производственный процесс состоит из множества технологических процедур, которые совершаются при изготовлении готового изделия и называются операциями, что показано на рисунке 2.3.
Операция – элементарное действие (работа), направленная на преобразование предмета труда и получения заданного результата. Производственная операция – это отдельная часть производственного процесса, которая обычно выполняется на одном технологическом рабочем месте без переналадки оборудования и совершается с помощью одних и тех же орудий труда.
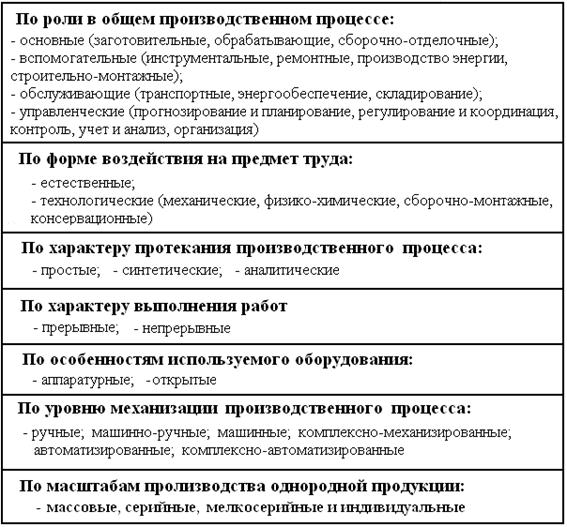
Рисунок 2.3 – Характеристика производственных процессов
Операции также подразделяются на основные и вспомогательные. При основной операции предмет обработки меняет свои формы, размеры и качественные характеристики; вспомогательные операции лишь обеспечивают нормальное выполнение основных операций. От правильного распределения основных и вспомогательных операций в процессе производства зависит результат деятельности всего предприятия.
По виду и назначению продукции, степени технической оснащенности и основному профилю производства операции классифицируются на ручные, машинно-ручные, машинные и аппаратурные.
Ручные операции выполняются вручную с использованием простого инструмента (иногда механизированного) – например, ручная сварка, слесарная обработка, наладка и регулировка механизмов и др.
Машинно-ручные осуществляются при помощи машин и механизмов, но при непосредственном и непрерывном участии рабочих – например, механизированная сварка МДГ в СО2, перевозка грузов на автомобилях, обработка деталей на станках с ручным управлением.
Машинные операции полностью выполняются машиной при минимальном участии рабочих в технологическом процессе – например, автоматическая сварка, установка деталей в зону машинной обработки и снятие их по окончании обработки, наблюдение за работой машин, т. е. рабочие не участвуют в технологических операциях, а лишь контролируют их.
Аппаратурные операции протекают в специальных агрегатах (доменной печи, атомные реакторы, процессы, происходящие в колоннах, термических и плавильных печах, крекинг нефти и др.). Рабочий наблюдает за исправностью оборудования и показаниями приборов и вносит корректировку в режимы работы агрегатов в соответствии с установленными правилами стандартами.
Основу организации производственного процесса составляет рациональное сочетание во времени и пространстве всех основных и вспомогательных операций. Правила и формы выполнения рабочих операций приведены в специальной технической документации – картах производственных операций, инструкциях, операционных графиках. Часто производственные операции непосредственно связываются не с обработкой изделия, а с организацией рабочего места и разделяются по отдельным профессиям рабочих и видам оборудования. Это характерно для единичного и мелкосерийного производства в промышленности, а также на строительных объектах и на транспорте. В таком случае рабочему выдается чертеж на изделие или, допустим, путевой лист для перевозки груза. Согласно инструкции по организации работ и уровню квалификации рабочий, получивший задание, должен знать порядок выполнения операции.
Нередко при выдаче рабочему задания на выполнение технологической операции ему передается и техническая документация, в которой содержится описание основных параметров выполнения данной операции, в том числе:
– начальные и конечные характеристики изделия до и после обработки;
– последовательность выполнения операций;
– необходимые оборудование, инструменты, приспособления;
– режим обработки изделия; дозировка компонентов;
– контрольно-измерительные приборы и их нормативные показания;
– время, необходимое для выполнения одной операции на одном изделии.
Специалисты по организации производства рекомендуют дополнительно сообщать рабочим:
– назначение обрабатываемого изделия;
– сроки поставок готовой продукции, ее себестоимость и цену;
– полные затраты (по элементам) на выполнение операции.

