 2015-02-14
2015-02-14 6405
6405К основным типам правильных машин следует отнести правильные машины с параллельным расположением роликов, правильные машины с косорасположенными роликами, правильные прессы, растяжные правильные станы и комбинированные правильные станы и машины, работающие по принципу дрессировки.
- Роликовые правильные машины
Роликовые правильные машины, или правильные машины с параллельным расположением роликов, применяются, как указано выше, в сортовом и листовом производствах; причем в первом случае ролики калиброванные, соответственно форме сечения изделий, подвергающихся правке, во втором — гладкие.
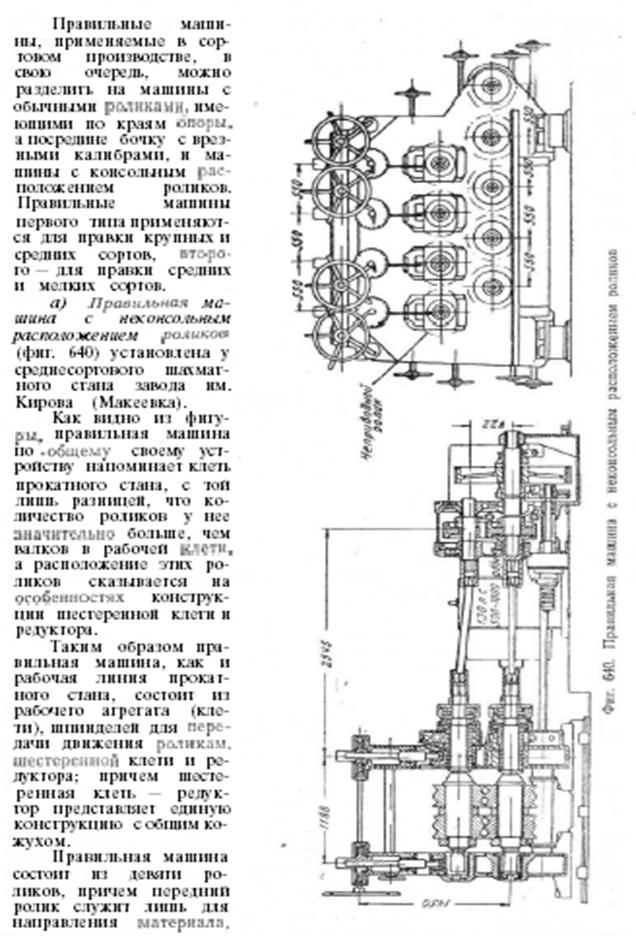
подвергающегося правке. Восемь роликов приводные, а один — задний — холостой.
Вращение этим восьми роликам передается от шунтового электродвигателя мощностью в 130 л. с. с 500—1000 об/мин через редуктор, шестеренную клеть и шпиндели.
Ролики покоятся в подшипниках, расположенных в двух связанных между собой станинах, причем у нижних роликов подшипники установлены в станинах неподвижно (не считая осевого перемещения), а у верхних подшипники сделаны движущимися, что необходимо для регулирования последних при правке.
Регулирование роликов или подъем или опускание подшипников осуществляется вручную от штурвала помощью червячных передач и нажимных винтов.
Осевая регулировка роликов осуществляется от штурвала благодаря применению с другой стороны у каждого ролика упорного подшипника и червячной передачи, помещенной на нем.
Смена роликов производится посредством отодвигания одной из станин, расположенной с противоположной стороны от привода, при помощи специального механизма, приводимого в движение от главного электродвигателя.
Она предназначена для правки прокатываемого материала следующих размеров (в мм):
б) Правильная машина с консольными роликами (фиг. 641) установлена у мелкосортного стана кросс-коунтри 300 мм Магнитогорского завода. Она предназначена для правки прокатываемого материала следующих размеров (в мм):
Основное отличие правильной машины с консольными роликами от описанной выше заключается в том, что при данном расположении роликов изгибающие моменты в цапфах сильно повышены, и поэтому подобные машины целесообразно принять лишь для правки материала небольших поперечных сечений. Консольное положение роликов вызывается необходимостью частой их смены, так как для разных сортов материала требуются различно калиброванные валки.
Консольное положение роликов также требует применения со стороны, противоположной приводу, более массивны цапф, чтобы обеспечить устойчивость роликов, а следовательно и качественную правку материала. В некоторых конструкциях правильных машин свободные концы консольных роликов укрепляются специальными стяжками с тем, чтобы уменьшить прогиб роликов при правке.
В этой правильной машине, как и в машине, описанной ранее, имеется также девять роликов, из которых восемь приводных и один
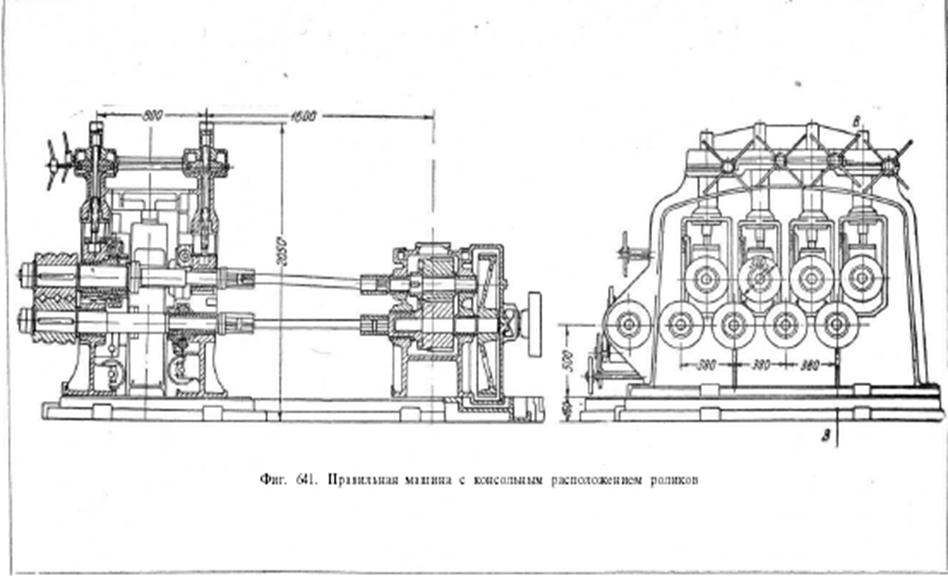
(задний) холостой, причем передний ролик, как и ранее, служит лишь для направления материала, подвергаемого правке.
Привод роликов осуществляется от шунтового электродвигателе мощностью около 65 л. с. с 1000—1400 об/мин. Скорость правки 0,85— 1,7 м/сек-
В остальном конструкция правильной машины с консольными роликами аналогична описанной выше (см. фиг. 640).
в) Правильные машины с неконсольными роликами имеющими гладкую форму, применяются в листовом производстве. Основное отличие этих машин от правильных машин, применяемых в сортовом производстве, заключается в меньшем шаге и диаметре роликов и их длине.Если сортоправильные машины имеют для крупных и средних сортов7—9 роликов, а для мелких 9—11, то листоправильные — для брони итолстых листов —5—7 роликов, для средних листов —7—11 роликов;для тонких — 9—17, для весьма тонких, получаемых холодной прокаткой, 13—21 ролик.
В правильных машинах, применяемых для правки холоднокатаных и весьма тонких листов благодаря небольшим диаметрам роликов при весьма большой длине бочек, возникают высокие напряжения, что требует установки опорных роликов.
На фиг. 642 представлена 13-роликовая правильная машина с 11
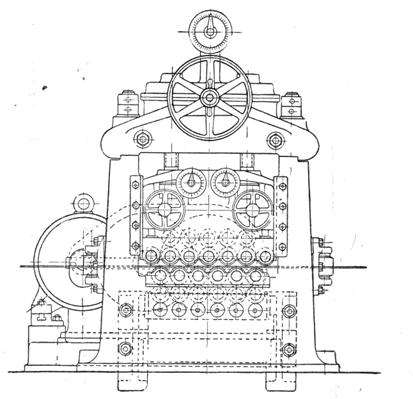
Фиг. 642. Правильная машина с групповым регулированием роликов
опорными роликами. Эта машина предназначена для правки холоднокатаных листов толщиной 0,3—1,5 мм.
Регулирование верхних рабочих роликов и их установка в вертикальном положении осуществляется от общего штурвала через конический привод и четыре нажимных винта – по
два с каждой стороны; осевая регулировка рабочих роликов и поперечная — опорных производится каждая от двух штурвалов.
Привод рабочих роликов осуществляется, как и в правильных машинах, описанных выше, от электродвигателя, через редуктор, шестеренную клеть и шпиндели-
В том случае, когда необходима более точная регулировка рабочих роликов, в США применяют правильные машины (фиг. 643), у которых наряду с совместной установкой рабочих роликов с опорными предусмотрена возможность независимой установки каждого рабочего ролика в отдельности и всех сразу.
В этих конструкциях машин каждый рабочий ролик опирается не на один опорный, расположенный посредине (фиг. 642), а на четыре опорных ролика (фиг. 643), благодаря чему напряжения изгиба рабочих роликов сведены до минимума.

