 2015-05-05
2015-05-05 950
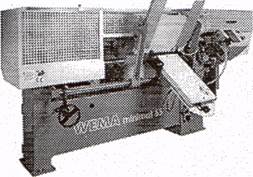
950Более совершенны модели станков с механической подачей суппорта, в котором закрепляются специальные резцы для точения. В таких станках во время движения суппорта по направляющим станины резец, связанный с плоским продольным копиром, также установленным на станине, получает поперечное перемещение, и в результате сложения двух движений деталь получает нужный профиль. Приводы зажима, вращения детали и подачи суппорта у многих моделей токарно-копировальных станков (рис. 2) выполняются гидравлическими, что
|
позволяет точно регулировать скорость резания
в зависимости от величины снимаемого слоя и
изменяющегося диаметра сечения
обрабатываемой заготовки по ее длине. При обработке деталей, как правило, выполняются два прохода: первый, для придания квадратной заготовке круглого сечения, - с меньшей скоростью продольной подачи и второй -чистовой.
Рис. 2. Станок токарно-копировальный
Однако сразу достичь необходимого профиля детали невозможно, так как форма токарного резца для продольной обработки не позволяет выполнить ступенчатые переходы между сечениями и создавать кольцевые проточки на поверхности. Для этой цели служат специальные суппорты для поперечной обработки, устанавливаемые на дополнительной направляющей, расположенной вдоль станины. Такой суппорт представляет собой гидроцилиндр, на штоке которого закреплен плоский резец с лезвием необходимого профиля. После копирования основного профиля круглой детали эти резцы, заранее размещенные в необходимых зонах обработки, получают поперечное движение и на детали вырабатывается соответствующий поперечный профиль (ступенька, проточка или галтель малого радиуса). При обработке тонких длинных деталей используются люнеты - устройства в виде невращающихся колец, устанавливаемые на направляющих станины или на суппорте, препятствующие изгибу тонкой детали под воздействием осевого усилия от зажимающих ее центров и составляющей силы резания, перпендикулярной оси вращения детали.
При токарной обработке наблюдается процесс торцового резания древесины, предъявляющий жесткие требования к режущему инструменту и не позволяющий сразу достигать высокого качества поверхности. Поэтому некоторые модели станков оснащаются суппортами с вращающимся многолезвийным инструментом. Это
 позволяет сменить торцовое резание на поперечное, с соответствующим улучшением качества поверхности. Кроме того, такой инструмент при соответствующем шаге подачи и малой скорости вращения детали позволяет изготавливать на токарных станках детали с винтовой нарезкой, в том числе в виде двух вложенных друг в друга спиралей.
позволяет сменить торцовое резание на поперечное, с соответствующим улучшением качества поверхности. Кроме того, такой инструмент при соответствующем шаге подачи и малой скорости вращения детали позволяет изготавливать на токарных станках детали с винтовой нарезкой, в том числе в виде двух вложенных друг в друга спиралей.
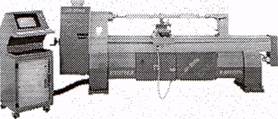
Рис. 3. Станок токарно-копировальный с программным управлением
В последние годы некоторые модели токарно-копировальных станков оснащаются взамен копира электронными устройствами, управляющими поперечным движением резца во время движения суппорта вдоль детали и подачей суппорта. При этом программируются и другие параметры обработки: скорость подачи, скорость вращения детали и т. д. Снижаются и затраты на изготовление металлических копиров. Средний цикл обработки точеных деталей на автоматических станках составляет всего 35-50 секунд. Поэтому для снижения потерь времени на установку заготовок большинство токарно-копировальных станков оснащается загрузочными магазинами. После обработки деталь освобождается из центров автоматически и падает вниз по наклонному спуску или передается специальным транспортером к шлифовальному станку.
Некоторыми фирмами разработаны и обрабатывающие центры для производства точеных деталей, выполняющие точение деталей, профиль которых задается компьютером, их шлифование и сверление отверстий - продольных и поперечных, но их высокая стоимость вряд ли привлечет нынешнего отечественного потребителя.








