 2015-05-06
2015-05-06 469
469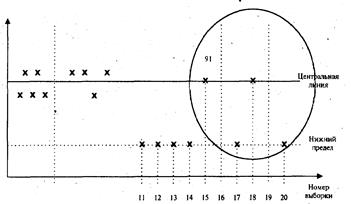 Контрольная карта состоит из центральной линии и двух контрольных пределов – верхнего и нижнего (Рисунок 15). На карту нанесены значения характеристик (показателя качества), для представления о состоянии процесса.
Контрольная карта состоит из центральной линии и двух контрольных пределов – верхнего и нижнего (Рисунок 15). На карту нанесены значения характеристик (показателя качества), для представления о состоянии процесса.
В определённые периоды времени отбирают n изготовленных изделий и измеряют контролируемый параметр.
Изделия могут отбираться все подряд, вы
Рисунок 15 – контрольная карта борочно, периодически и т. д.
Результаты измерений наносят на контрольную карту, и, в зависимости от этих значений, принимают решение о корректировке процесса, или о его продолжении без корректировок.
Сигналом о возможной разналадке технологического процесса могут служить:
1) Выход точки за контрольные пределы - процесс вышел из-под контроля;
2) Расположение группы последовательных точек около одной контрольной границы, но не выход за неё - нарушение уровня настройки оборудования;
3) Сильное рассеяние точек относительно средней линии - снижение точности технологического процесса.
При наличии сигнала о нарушении производственного процесса, должна быть выявлена и устранена причина нарушения.
Таким образом, контрольные карты используются для выявления определённой причины, но не случайной.
Под определённой причиной следует понимать существование факторов, которые возможно изучить и устранить (в идеале – избежать).
Вариация же, обусловленная случайными причинами, неизбежно встречается в любом процессе, даже если технологическая операция проводится с использованием стандартных методов и сырья. Исключение случайных причин вариации невозможно технически или нецелесообразно экономически.








