 2015-04-30
2015-04-30 474
4741. Закрепление теоретических знаний по темам «Организация производственного процесса», «Оперативно-производственное управление».
2. Практическое ознакомление с методами:
- расчета календарно-плановых нормативов (КПН) движения предметов труда: деталей и сборочных единиц (ДСЕ) в производстве;
- выбора форм организации производственного процесса на участке.
3. Теоретические положения.
В предыдущей лабораторной работе по организации производственного процесса во времени Вы познакомились с методами расчета длительности производственного цикла обработки изделия в целом и партии детале-сборочных единиц (ДСЕ) на участке предприятия. Этот параметр тесно связан с другими параметрами организации производства во времени: нормативным размером партии обрабатываемых ДСЕ, периодичностью запуска-выпуска партий ДСЕ в обработку на участке, уровнем заделов ДСЕ на участке и между смежными участками, а также системой опережений запуска-выпуска ДСЕ по отношению к выпуску готовых изделий.
Перечисленная совокупность параметров образует систему календарно-плановых нормативов (КПН) движения ДСЕ.
Используя КПН, рассчитанные для каждой ДСЕ, решают ряд задач организации и оперативного у правления производством, в том числе:
1) выбирают форму организации производственного процесса на участке (непрерывная, прерывная-прямоточная, серийно-проточная);
2) устанавливают сроки запуска и выпуска ДСЕ на участке, исходя из сроков выпуска изделий, в которые входят ДСЕ;
3) строят операционные графики работы оборудования и рабочих (стандарт-планы).
Определение КНП, реализующих в себе основные принципы рациональной организации производства (непрерывность, прямоточность, ритмичность, параллельность и др.) до настоящего времени остается одной из сложнейших проблем теории организации производства. Дело в том, что при расчете КНП надо согласовывать большое количество экономических факторов, зачастую противостоящих друг другу. Так, с точки зрения обеспечения роста производительности труда целесообразна работа большими партиями с малой периодичностью запуска. Это уменьшает затрачиваемое на переналадки оборудования время, приходящееся на одну ДСЕ. Однако увеличение размеров партий ведет к увеличению производственного цикла и соответственно к росту незавершенного производства и замедлению оборачиваемости оборотных средств. Поэтому нахождение выгодной величины партии запуска, или, что равнозначно, периодичности запуска ДСЕ в обработку, сводится к установлению такого их числа, при котором затраты на переналадку и потери от связывания оборотных средств минимальна.
Существует большое число подходов к определению рациональных размеров партий и периодичностей запуска предметов труда в производство. В данной методике в основу расчетов КПН положено определение по каждой ДСЕ характера производства на участке: непрерывный и прерывный. В качестве показателя, определяющего типы производства ДСЕ, профессор кафедры ЭиОП Тульского политехнического института А.Ж. Огнянович [1] предложил коэффициент характера производственного процесса  *:
*:
 , (1)
, (1)
где  - количество операций обработки ДСЕ на участке;
- количество операций обработки ДСЕ на участке;
 - коэффициент характера производственного процесса на i-й операции обработки ДСЕ;
- коэффициент характера производственного процесса на i-й операции обработки ДСЕ;
 - коэффициент, учитывающий допусимые соотношения между временем переналадок (Тпз) и временем обработки партии ДСЕ,
- коэффициент, учитывающий допусимые соотношения между временем переналадок (Тпз) и временем обработки партии ДСЕ,  . В данной методике
. В данной методике  .
.
 , (2)
, (2)
где  – расчетное количество рабочих мест, необходимых для выполнения i-й операции;
– расчетное количество рабочих мест, необходимых для выполнения i-й операции;
 - принятой количество рабочих мест в данной операции.
- принятой количество рабочих мест в данной операции.
Расчетное количество рабочих мест определяется исходя из трудоемкости среднесуточной программы обработки ДСЕ:
 , (3)
, (3)
где  - среднесуточная потребность ДСЕ, шт.;
- среднесуточная потребность ДСЕ, шт.;
 - штучное время обработки ДСЕ на i-й операции, ч.;
- штучное время обработки ДСЕ на i-й операции, ч.;
 - число смен в сутки;
- число смен в сутки;
 - продолжительность рабочей смены, ч.;
- продолжительность рабочей смены, ч.;
 - средний коэффициент выполнения норм на участке.
- средний коэффициент выполнения норм на участке.
Принятое количество рабочих мест получается округлением  в большую сторону. Среднесуточная потребность ДСЕ рассчитывается на основе годовой производственной программы запуска N (шт.) и количества рабочих дней в году D. В среднем принимают D=245 с учетом выходных и плановых простоев.
в большую сторону. Среднесуточная потребность ДСЕ рассчитывается на основе годовой производственной программы запуска N (шт.) и количества рабочих дней в году D. В среднем принимают D=245 с учетом выходных и плановых простоев.
Таким образом показывает среднюю загрузку рабочих мест на участке изготовлением ДСЕ. В табл. 1 приведена классификация характера производства ДСЕ в зависимости от величины - непрерывно-массовый, массовый, серийный, и т.д. При  загрузка операций приближается к своему пределу – 1, производство становится непрерывным, дозагрузка участка другими ДСЕ практически нецелесообразна и переналадок оборудования нет. Поэтому при
загрузка операций приближается к своему пределу – 1, производство становится непрерывным, дозагрузка участка другими ДСЕ практически нецелесообразна и переналадок оборудования нет. Поэтому при  следует произвести повторный расчет по формулам 1, 2 и 3, положив
следует произвести повторный расчет по формулам 1, 2 и 3, положив  , и далее использовать уточненный .
, и далее использовать уточненный .
Запуск ДСЕ в обработку осуществляется через период времени, называемый периодичностью. В непрерывном производстве периодичность получила название ритма запуска и измеряется, как правило, в минутах:
 , (4)
, (4)
где  - передаточная (транспортная) партия.
- передаточная (транспортная) партия.
При  появляется резерв в дозагрузке оборудования обработкой других ДСЕ. Причем, при
появляется резерв в дозагрузке оборудования обработкой других ДСЕ. Причем, при  этих дозагрузок меньше, чем при
этих дозагрузок меньше, чем при  , т.к. 50% рабочего времени в течение суток все-таки занято обработкой данной ДСЕ. Но, чем ниже , тем таких возможностей больше, поэтому при убывании происходит переход от массового к серийному и единичному производству.
, т.к. 50% рабочего времени в течение суток все-таки занято обработкой данной ДСЕ. Но, чем ниже , тем таких возможностей больше, поэтому при убывании происходит переход от массового к серийному и единичному производству.
В связи с необходимостью переналадок оборудования встает проблема работы такими партиями ДСЕ, при которых переналадку целесообразно делать между сменами. Поэтому при подбирается такая унифицированная периодичность запуска партии ДСЕ в обработку на днях, которая обеспечивает загрузку оборудования не менее, чем на одну смену, т.е.
 , (4*)
, (4*)
Например, при S=3 и  периодичность должна быть 0,5 дня. Это значит, то в течение одного дня должно быть осуществлено 2 запуска партий ДСЕ (в первую и вторую смены, или во вторую и третью, или в первую и третью).
периодичность должна быть 0,5 дня. Это значит, то в течение одного дня должно быть осуществлено 2 запуска партий ДСЕ (в первую и вторую смены, или во вторую и третью, или в первую и третью).
Унифицированная периодичность R и выбирается как минимальная из следующего ряда периодичностей, выраженных в днях:
1;2;3;4;5;6;7;8;9;10 и т.д.
На основе принятой периодичности запуска ДСЕ рассчитывается в штуках нормативный размер партии запуска ДСЕ в производство:
 (5)
(5)
Этот норматив показывает целесообразное количество ДСЕ данного вида, которое необходимо запускать в обработку с однократной затратой времени на переналадку рабочих мест на данном участке. При принимаем  .
.
Следующим календарно-плановым нормативом является длительность производственного цикла обработки нормативной партии ДСЕ на участке -  . Она учитывает как время непосредственной обработки партии ДСЕ на участке с учетом параллельного, параллельно-последовательного, последовательного (в зависимости от типа производства) вида движения ДСЕ, так и время потерь, связанных с межоперационным пролеживанием ДСЕ:
. Она учитывает как время непосредственной обработки партии ДСЕ на участке с учетом параллельного, параллельно-последовательного, последовательного (в зависимости от типа производства) вида движения ДСЕ, так и время потерь, связанных с межоперационным пролеживанием ДСЕ:
 , (6)
, (6)
где  - коэффициент потерь времени, приведен в табл. 1;
- коэффициент потерь времени, приведен в табл. 1;
 - коэффициент параллельности выполнения операций приведен в табл. 1.
- коэффициент параллельности выполнения операций приведен в табл. 1.
Итак, определили размер партии ДСЕ, периодичность, с которой будет осуществляться в течение года запуск очередных партий ДСЕ и длительность цикла обработки партии ДСЕ на участке в рабочих днях.
Следующим календарно-плановым нормативом является система опережений запуска и выпуска ДСЕ. В систему входят: межучастковые опережения и опережения по заводу. Первые включают период времени перед запуском – ONZ (или соответственно выпуском – ONV) партии ДСЕ на обрабатывающем участке и запуском их в производство на потребляющем участке. Опережения по заводу охватывают периоды времени между запуском – ONZ* (или соответственно выпуском – ONV*) партии ДСЕ на обрабатывающем участке и выпуском готовых изделий со склада готовой продукции.
Рассмотрим в упрощенном виде систему формирования опережений для обрабатывающего участка, когда ДСЕ поступают на сборку изделия, а изделия затем на склад готовой продукции (рис. 1).
На рис. 1 выделены: производственный цикл обработки партии ДСЕ - , сборки изделий -  , комплектования и сбыта готовой продукции для отправки потребителям -
, комплектования и сбыта готовой продукции для отправки потребителям -  .
.
Таблица 1 - Значение коэффициентов и
|
|
|
| Характер производства |
| 0,9-1,0 | 1,05 | – | Непрерывно-массовый |
| 0,5-0,89 | 1,1 | 
| Массовый |
| 0,4-0,49 | 1,2 | 0,4 | |
| 0,3-0,39 | 1,25 | 0,45 | Крупносерийный |
| 0,2-0,29 | 1,3 | 0,5 | |
| 0,14-0,19 | 1,35 | 0,6 | |
| 0,1-0,139 | 1,4 | 0,65 | Среднесерийный |
| 0,05-0,09 | 1,5 | 0,7 | |
| 0,04-0,049 | 1,55 | 0,8 | |
| 0,033-0,039 | 1,6 | 0,85 | Мелкосерийный |
| 0,025-0,032 | 1,65 | 0, | |
| 0,013-0,024 | 1,7 | 0,93 | |
| 0,011-0,012 | 1,75 | 0,96 | Единичный |
| 0-0,01 |
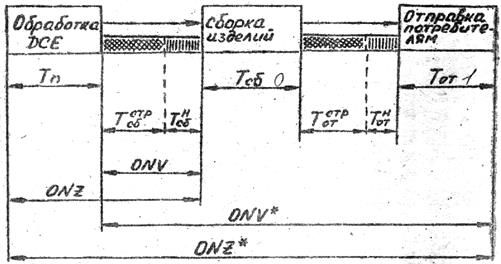
Рис. 1. Схема опережений запуска-выпуска ДСЕ.
Между осуществлением перечисленных стадий изготовления и сбыта изделий должны планироваться особые зоны времени: страховое время  и период накопления партий
и период накопления партий  . Страховое время необходимо как резерв на случай возникновения непредвиденных обстоятельств в производстве – сбоев в поставках сырья, выхода из строя оборудования и т.д. Период накопления партий включает время, затрачиваемое на комплектование ДСЕ на перед подачей на потребляющий участок, если периодичности запуска ДСЕ на обрабатывающем и потребляющим участках различны*. Указанные составляющие можно определить так:
. Страховое время необходимо как резерв на случай возникновения непредвиденных обстоятельств в производстве – сбоев в поставках сырья, выхода из строя оборудования и т.д. Период накопления партий включает время, затрачиваемое на комплектование ДСЕ на перед подачей на потребляющий участок, если периодичности запуска ДСЕ на обрабатывающем и потребляющим участках различны*. Указанные составляющие можно определить так:
 , (7)
, (7)
где  - обрабатывающий участок;
- обрабатывающий участок;
 - потребляющий участок;
- потребляющий участок;
 - соответственно производственный цикл изготовления партии ДСЕ или сборки партии изделий, или их отправки потребителям, дни.
- соответственно производственный цикл изготовления партии ДСЕ или сборки партии изделий, или их отправки потребителям, дни.
 Если
Если  или
или  1,2,3, …, то
1,2,3, …, то  ,
,
Если  =1,2,3, …, то
=1,2,3, …, то  , (8)
, (8)
Если =1,2,3, …, то  ,
,
где  =0,1,2,3, …
=0,1,2,3, …
Системе опережений в днях по каждой ДСЕ соответствует система нормативных заделов, выраженных в штуках. Нормативные заделы – это ДСЕ, которые должны находиться на различных стадиях производства, транспортировки, хранения продукции для обеспечения запланированного графика ее изготовления. Различают: межучастковые (межцеховые) заделы -  и внутриучастковые -
и внутриучастковые -  .
.
Нормативные межучастковые заделы состоят из двух составляющих:
а) страхового задела:
 , (9)
, (9)
б) оборотного задела (ДСЕ, накапливаемые на складе, при разных периодичностях подачи на склад и потребления со склада):
 , (10)
, (10)
Нормативные внутриучастковые заделы включают:
а) цикловой задел, т.е. ДСЕ, находящиеся на рабочих местах:
 , (11)
, (11)
б) страховой задел, который формируется для ДСЕ на участке, если ее  :
:
 , (12)
, (12)
где  - коэффициент страхового запаса, по данным ЦНИИСУ г. Тулы
- коэффициент страхового запаса, по данным ЦНИИСУ г. Тулы  [3, с. 14].
[3, с. 14].
Одной из первейших задач организации производства, решаемой на основе расчета КПН, является выбор формы организации производственного процесса по каждой ДСЕ на участке. Если периодичность запуска  меньше 1 – это массовое производство. Оно может быть непрерывным, если все операции по данной ДСЕ синхронизированы, и тогда форма организации производства по данной ДСЕ – непрерывно-поточная. И прерывным, если операции не синхронизированы, и тогда форма организации производства по данной ДСЕ – прямоточная или серийно-поточная. При периодичности запуска
меньше 1 – это массовое производство. Оно может быть непрерывным, если все операции по данной ДСЕ синхронизированы, и тогда форма организации производства по данной ДСЕ – непрерывно-поточная. И прерывным, если операции не синхронизированы, и тогда форма организации производства по данной ДСЕ – прямоточная или серийно-поточная. При периодичности запуска  дня форма организации производства по данной ДСЕ всегда серийно-поточная. Более четко подойти к выбору формы организации производственного процесса по каждой ДСЕ позволяет (табл.2).
дня форма организации производства по данной ДСЕ всегда серийно-поточная. Более четко подойти к выбору формы организации производственного процесса по каждой ДСЕ позволяет (табл.2).
Таблица 2 - Выбор формы организации производственного процесса на участке для ДСЕ по ее

| Форма организации производственного процесса |
| 1-0,90 | Непрерывно-поточная |
| 0,5-0,89 | Прямоточная |
| <0,5 | Серийно-поточная |
Установление формы организации производственного процесса по каждой ДСЕ на участке дает возможность выделить на нем предметно-замкнутые подучастки и решать на каждом из них вопросы организации производственного процесса и оперативного управления им.








