 2015-05-10
2015-05-10 8325
8325Лабораторная работа № 3
Закрепление звеньевого пути от угона.Разгонка и регулировка стыковых зазоров.Разрядка температурных напряжений в плетях бесстыкового пути.
Цель работы:
1. Ознакомится с производством работ по закреплению пути от угона.
2.Ознакомится с производством работ по:
а) По разгонке и регулировке стыковых зазоров.
б) Разрядка температурных напряжений в плетях бесстыкового пути.
Угоном пути называют продольное перемещение рельсов относительно шпал или вместе со шпалами.Причинами угона являются силы трения колес о рельсы, удлинение и укорачивание рельсов под действием температуры,удары колес об рельсы в стыках и др.Особенно велик угон пути на спусках и в тех местах,где систематически присходит торможение поездов.Угон чрезвычайно вреден,так как вызывает расстройства пути.
Для борьбы с угоном пути ипользуют противоугоны. Противоугон – один из элементов верхнего строения железнодорожного пути на деревянных шпалах и костыльном скреплении. Сущесвуют два вида противоугонов: пружинные и самозаклинивающиеся.
Противоугоны устанавливают без распорок,при этом каждая пара противоугонов вместе с о шпалой образует единую противоугонную систему.
Разгонка и регулировка зазоров. В процессе эксплуатации звеньевого пути, недостаточно закреплённого от угона, происходит продольное перемещение рельсов иногда вместе с отдельными шпалами. В результате происходит смещение зазоров с оси стыковых шпальных ящиков и накладок относительно стыковых шпал. Для возвращения рельсов в исходное положение делается разгонка или регулировка зазоров.
Регулировка зазоров назначается при наличии двух слитых или растянутых зазоров при рельсах длиной 25м, если зазор отличается от нормального более чем на 6мм. Регулировка проходит без разрыва рельсовой плети. При большом угоне пути производят разгонку пути, при которой разрыв рельсовой нити допускается до 175мм.
Этим работам предшествует промер фактической величины зазоров в каждом стыке и расчёт направления перемещения рельсовой нити. Измеряют зазоры мерным клином. Результаты измерений и температуру рельсов записываем в ведомость регулировки (разгонке) стыковых зазоров.
На основании данных ведомости строится график накопления зазоров.
Разрядка температурных напряжений в плетях бесстыкового пути.
. 1.Разрядка температурных напряжений в рельсовых плетях без применения принудительных средств выполняется в следующих случаях:
при перезакреплении плетей на постоянный режим эксплуатации после их закрепления во время укладки при температуре, отличающейся от оптимальной;
перед сваркой эксплуатируемых плетей, если температура закрепления их ие соответствует оптимальной;
при необходимости выполнения неотложных работ, когда температура плетей выше допускаемой, в том числе при исправлении образовавшегося в пути резкого угла в плане, и т. д.
2.При разрядке напряжений плети освобождают от закрепления иа шпалах и вывешивают на катучие роликовые опоры или иа парные пластины из материалов с низким коэффициентом трения общей толщиной 8—10 мм.
Катучие опоры и парные пластины устанавливают на каждой 15-й шпале. Ролики должны быть диаметром 20—22 мм. В местах их установки подрельсовые прокладки должны быть временно сняты. Конструкция роликов должна обеспечивать безопасность и быстроту их установки и снятия, а также перпендикулярность положения к продольной оси рельса.
При вывешиваний плетей на ролики, устанавливаемые на подкладки, разрядка напряжений выполняется в "окно". В случае использования скользящих пластин разрядка выполняется без перерыва движения поездов. При этом скорость ограничивается до 25 км/ч (на мостах и в тоннелях — до 15 км/ч).
3.Качество разрядки температурных напряжений проверяется по продольным перемещениям концов и контрольных сечений плети относительно маячных шпал и нанесенных между ними через 50 м дополнительных расчетных рисок.
При качественной разрядке расчетные риски на плети должны совпасть с боковыми гранями подкладок. Если в отдельных контрольных сечениях риски более чем на 5 мм не совпадают с гранями подкладок, то необходимо встряхнуть плеть. Для этого используются ударные приборы.
4.При разрядке без закрытия перегона и ожидаемом удлинении плетей первая пара уравнительных рельсов в конце разрядки заменяется на укороченные расчетной длины. Концы уравнительных рельсов и плетей соединяются типовыми инвентарными накладками с удлиненными болтовыми отверстиями. Для пропуска поезда в зазор стыка плети с уравнительным рельсом вставляют вкладыш, инвентарные накладки стягивают на конце рельса двумя болтами, в месте расположения вкладыша — одним болтом и на конце другого рельса — одним болтом.
После замены уравнительных рельсов плети освобождаются ог закрепления. Гайки отвинчивают так, чтобы обеспечить возможность укладки под рельсы скользящих пластин и в то же время ие допустить выхода подошвы рельса из реборд подкладок.
При ожидаемом укорочении плетей разрядка температурных напряжений начинается с освобождения плетей от закрепления. Замена уравнительных рельсов производится после полного укорочения плетей.
5.Сразу же после окончания разрядки напряжений рельсовая плеть должна быть закреплена на шпалах. Предварительно должны быть сняты инвентарные скользящие пластины или роликовые опоры.
Для более точного фиксирования температуры плети закрепляются сначала на каждой пятой шпале, а затем на остальных.
Пружинные противоугоны
Таблица 1. Основные размеры пружинных противоугонов.
| Обозначение противоугона | Исполнение | B, +0,5 | B1 | H | h | ||
| Номинальный | Предельное отклонение | Номинальный | Предельное отклонение | ||||
| 1П75 | ± 5 | ± 0,6 | |||||
| 1П65 | |||||||
| 1П50 | |||||||
| 2П75 | + 5 | ± 0,5 | |||||
| 2П65 | |||||||
| 2П50 | |||||||
| 3П75 | ± 5 | 14,0 | ± 1,0 | ||||
| 3П65 | 12,5 | ||||||
| 3П50 | 11,5 |
Противоугоны изготавливаются из рессорно-пружинной углеродистой и легированной стали по ГОСТ 14959-79 марок 65, 60С2, 60С2А, или других марок стали с механическими свойствами не ниже, чем у стали марки 65.
Противоугоны должны подвергаться термической обработке (закалке и отпуску) по режиму предприятия-изготовителя.
Твердость 286-448 НВ.
Таблица 2.Твердость стали противоугонов пружинных.
| Марка стали | Твердость проката | |||
| термически необработанного (категории 1Б, 2Б, 3Б, 4Б, 3Г) | термически обработанного (категории 1А, 2A, 3А, 3В, 4А) | |||
| НВ, не более | диаметр отпечатка, мм, не менее | НВ, не более | диаметр отпечатка, мм, не менее | |
| 3,8 | 4,0 | |||
| 3,7 | 4,0 | |||
| 75, 60Г, 65Г, 70Г, 55С2, 55С2А | 3,6 | 3,9 | ||
| 80, 85, 60С2, 60С2А, 70С3А, 50ХГ, 50ХГА, 55ХГР, 50ХФА, 55С2ГФ, 60С2Н2А | 3,5 | 3,7 | ||
| 60С2Г | 3,4 | 3,7 | ||
| 50ХГФА, 60С2ХА, 60С2ХФА, 65С2ВА | 3,4 | 3,6 |
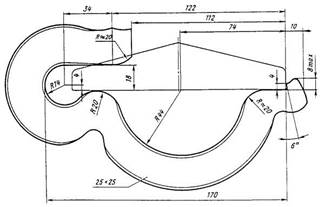
Пружинный противоугон








