 2015-05-13
2015-05-13 889
889При рассмотрении процесса резания (рис. 2.22) считаем:
• абразив имеет большую твердость, чем стекло;
• абразивное зерно имеет пирамидальную огранку со следу ющим соотношением размеров а: b ~ 2: 1,
• абразивные зерна лежат в один слой между заготовкой и инструментом;
• на 1 см количество абразивных зерен может быть от 1000 до 500 000 в зависимости от их размеров;
• в работе участвует 15% всех зерен (основная фракция);
• размеры абразивных зерен соизмеримы с неровностями поверхности стекла;
• скорость резания V- 3 - 5 м/с;
• абразивная суспензия (абразивные зерна и вода) подается между стеклянной заготовкой и инструментом.
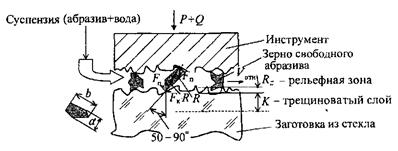
Рис. 2.22. Схема процесса резания свободным абразивом
В этом процессе обеспечивается движение заготовки относительно неподвижного инструмента или, наоборот, инструмента относительно неподвижной заготовки с линейной скоростью V. В этом случае обеспечивается движение при суммарной силе нажатия, равной (Р + Q), где Р - сила нажатия поводка станка, Q- масса верхнего звена (инструмента или стеклянной заготовки).
Кинетическая энергия инструмента передается абразивным зернам при многочисленных тангенциальных ударах силой R, приводящих:
- к разрушению стекла;
- местной пластической деформации инструмента; -раскалыванию зерен.
При встрече зерна с выступами заготовки происходит тангенциальный удар силой R, направленной под углом к направлению Vomн (линия а-а соединяет вершины зерна, соприкасающиеся со стеклом и инструментом).
Сила FП (составляющие силы R ) направлена перпендикулярно к Voтн и обеспечивает контакт между инструментом, абразивными зернами и заготовкой.
Образуемая система, состоящая из инструмента, абразивных зерен и заготовки, не осуществляет съем припуска стекла, но раздавливает выступы неровностей стекла, вызывает в нем трещин и местную деформацию инструмента.
Сила Fк (составляющие силы R ) направлена параллельно V, и вызывает съем припуска стекла, скалывание неровностей, износ инструмента. Сила Fк вызывает перекатывание абразивных зерен. Перекатываясь, они с ударом накатываются на склоны выступов и впадин, срезают и разрушают неровности, раскалываются сами и тогда в работу вступают другие абразивные зерна, большие по размеру. Измельченные абразивные зерна и осколки стекла уносятся водой из-под инструмента.
Внедрение вершины абразивного зерна в стекло вызывает в нем коническую трещину, расположенную под углом 90-150о и уходящую в толщу материала (рис. 2.23).
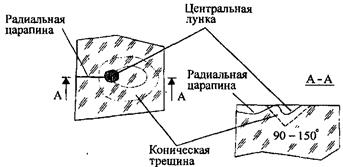 |
Рис. 2.23. Схема взаимодействия абразивного зерна с поверхностью стекла
Вследствие неправильной своей угловой формы, абразивное зерно перекатывается по обрабатываемой поверхности и образует на ней выколки, царапины и трещины. Одно абразивное зерно в минуту делает десятки или сотни трещин, выколок. В результате шлифования в обработанной поверхности заготовки можно выделить два слоя: верхний и нижний (рис. 2.22):
• верхний (рельефный) слой образуется выколками и характеризуется шероховатостью Rz = (1/3 -1/4)a;
• нижний (трещиноватый) слой К представляет собой поврежденный слой, глубина которого К= (2 - 4) Rz.
Кроме того, на стекле могут быть точки, царапины, требующие повторного шлифования.
Точки образуются очень крупными абразивными зернами, создающими крупные выколки. Царапины также создаются крупными абразивными зернами. Зерно вдавливается, временно теряет возможность перекатываться и оставляет глубокую царапину на стекле.
Действие СОЖ (абразивные суспензии) состоит в следующем: вода вступает в реакцию с поверхностным слоем стекла, образует пленку кремневой кислоты, которая способствует выкрашиванию стекла.








