2015-06-24
2015-06-24 3561
3561Повышение качества продукции машиностроения во многом зависит от правильной организации технического контроля и применения прогрессивных методов контроля. Продукция требует обеспечения однородности основных параметров в каждом изделии и сохранения необходимого уровня качества выпускаемой продукции в процессе производства.
В зависимости от контролируемых изделий контроль может быть сплошным или выборочным.
Сплошной контроль исключает возможность попадания дефектной продукции потребителю, однако, это очень трудоемкий и при выпуске большого объема изделий является экономически нецелесообразным. Более рациональным методом контроля в серийном производстве является выборочный контроль.
Для контроля промежуточных и окончательных размеров изделий используется как стандартный, так и специальный измерительный инструмент или контрольные приспособления. Для измерения валов применяются калибры-скобы. Скобы бывают жесткие и регулируемые. Жесткие скобы изготовляются штампованными, литыми и листовыми, а также односторонними и двусторонними.
Односторонними скобами можно измерять один или два предельных размера. Если односторонняя скоба предназначена для измерения двух предельных размеров, то размеры расположены один за другим ступеньками, раздельными друг от друга канавкой. Односторонние скобы выпускаются с мерительными размерами 180 мм.
Двусторонние штампованные калибры-скобы изготовляются до размера 100 мм. Непроходная сторона губок двусторонних скоб скошена под углом 45 градусов. Этот скос облегчает ввод непроходной стороны скобы в изделие и помогает по внешнему виду отличать непроходную сторону скобы от проходной.
Литые жесткие скобы по внешнему виду похожи на штамповочные. Они изготовляются из ковкого чугуна и имеют стальные вставные губки, укрепляемые винтами.
Листовые жесткие калибры-скобы бывают двусторонними и односторонними. Они изготовляются из листовой стали толщиной от 4 до 10 мм и могут быть изготовлены в лекальной мастерской. Недостатки листовых скоб состоят в том, что они не имеют достаточной жесткости при измерениях.
Регулируемые калибры-скобы (ГОСТ 2216-43) получили свое название потому, что их можно установить перед измерением на нужный размер с определенной точностью и восстановить их рабочий размер по мере его износа. Размер калибра-скобы регулируется вращение винтов, расположенных на его торцевых поверхностях, и закрепляется винтами, расположенными на боковой плоскости.
Устанавливают регулируемые скобы на размер по контрольным калибрам или по бокам плоскопараллельных концевых мер.
После установки скобы на определенную посадку и класс точности головки установочных винтов заливают сургучом или мастикой и клеймят заводским клеймом.
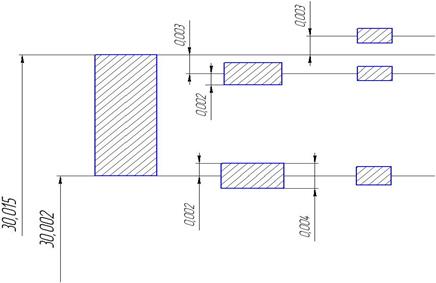
Расчет калибра скобы на размер: Ø30к6 
1. Определяем предельные размеры шейки вала стр. 56,[7]:
Dmax = d + es = 30 + 0,015 = 30,015 мм
Dmin = d + ei = 30 + 0,002 = 30,002 мм
2. Определяем z  , Н , Y по ГОСТ 24853 – 81
, Н , Y по ГОСТ 24853 – 81
z = 3мкм = 0,003мм
Н = 4мкм = 0,004 мм
Y = 3 мкм = 0,003 мм
3. Определяем исполнительный размер проходного калибра стр. 56,[7]:
ПР = (Dmax – z -  )
)  = (30,015 – 0,003 -
= (30,015 – 0,003 -  )
)  = 30,01 мм
= 30,01 мм
4. Определяем исполнительные размеры непроходного калибра стр. 56,[7]:
НЕ = (Dmin – ) = (30,002 – ) = 30 мм
5. Определяем размер изношенного калибра скобы стр. 56,[7]:
ПР – И = Dmax + Y = 30,015 + 0,003 = 30,018мм