 2015-06-24
2015-06-24 3048
3048
Элементы и узлы ленточнопильных станков. Ленточнопильные станки применяют на лесных складах для деления горбылей и толстых досок на тонкие дощечки, для распиловки бревен на пиломатериалы, а также для выпиловки шпал. В соответствии с этим станки подразделяют на делительные и бревнопильные.
В качестве режущего инструмента на вертикальных ленточнопильных станках (рис. 5.7, а) применяют вертикально расположенную бесконечную тонкую пильную ленту 7, надетую на вращающиеся шкивы: нижний, приводной 8 и верхний, холостой 3. Существенным преимуществом этих станков по сравнению с круглопильными станками является незначительная ширина пропила, а по сравнению с лесопильными рамами непрерывность поступательного движения режущего инструмента при высокой скорости резания.
На делительных ленточнопильных станках применяют пильные ленты (ГОСТ 6532—77) шириной от 50 до 175 мм и толщиной 0,9—1,2 мм. Зубья имеют прямую спинку; угол резания 6к = 60-65°; шаг зубьев 30—50 мм. На бревнопильных станках ширина ленты (ГОСТ 10670—77) составляет 230—350 мм; толщина 1,4—2,2 мм; зубья имеют выпуклую спинку, 6к = ф5°, шаг / = 50-80 мм. Скорость поступательного движения ленты (скорость резания) составляет 35—55 м/с.
Ведущий и холостой шкивы ленточнопильных станков имеют одинаковый диаметр; для делительных станков 1,25—1,5 м, для бревнопильных 1,5—2,4 м. Рабочая поверхность шкивов слегка выпуклая. Нижний (ведущий) шкив делают тяжелым, и он выполняет роль маховика, а верхний (холостой) легким. Благодаря этому в случае притормаживания усилием резания рабочей ветви пилы не происходит выпучивания ее участка, расположенного выше распиливаемого материала. Нижний шкив приводится во вращение от электродвигателя непосредственно через эластичную муфту или ременную передачу. Верхний шкив используют для монтажного натяжения пильной ленты, автоматическое натяжение которой осуществляется при помощи груза 2 или пружины.
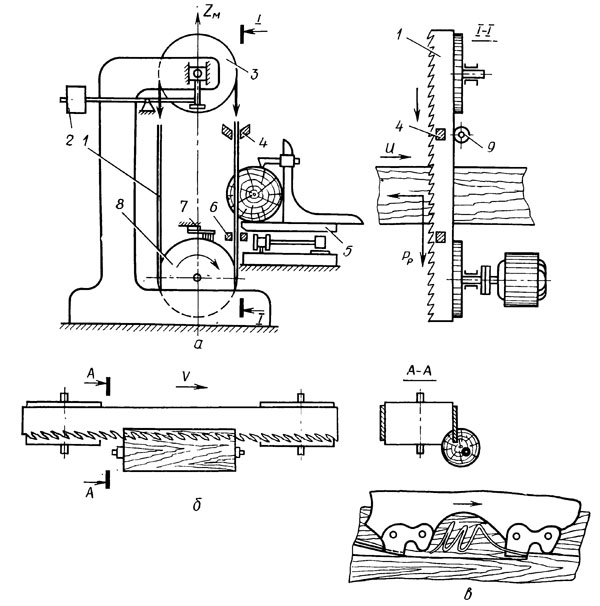
Рис. 5.7. Схемы ленточнопильных станков: а — вертикального; б, в — горизонтального, осуществляющего резание вдоль волокон
Для устойчивости пильного полотна во время работы служат верхние 4 и нижние 6 боковые ограничители (изготовляемые из антифрикционного материала) и задний ограничительный ролик 9. Нижний шкив от грязи и опилок очищается щеткой 7.
Подачу распиливаемого материала на пилу осуществляют при помощи непрерывно вращающихся вертикальных вальцов (так же, как у круглопильных ребровых станков) или посредством тележки 5, совершающей поступательно-возвратное движение
(как у шпалорезных станков).
Производительность ленточнопильных станков рассчитывают так же, как и производительность круглопильных для продольной распиловки по формулам (5.8) или (5.10).
Рассмотренные ленточнопильные станки производят обычную продольную распиловку, при которой скорость подачи направлена вдоль волокон древесины, а скорость резания перпендикулярна им; при этом наиболее активной является короткая кромка зубьев, производящая резание в торец и формирующая дно пропила. Стружки, получающиеся при пилении, разваливаются на мелкие частицы, превращаясь в опилки.
Пиление ленточными пилами вдоль волокон древесины, разработанное в последние годы в ЦНИИМЭ, явилось новым прогрессивным способом продольной распиловки. Полотно ленточной пилы непрерывно движется в горизонтальном направлении со скоростью резания v, а распиливаемый кряж, закрепленный торцевыми зажимами, надвигается на пилу снизу вверх со скоростью подачи и (рис. 5.7, б). При этом подача направлена перпендикулярно к волокнам древесины, а скорость резания параллельна волокнам. Короткие и боковые кромки зубьев осуществляют продольное резание и ни одна из кромок резания в торец не производит. Это ведет по сравнению с обычными методами продольной распиловки к существенному снижению энергозатрат на резание, так как продольное резание (при прочих равных условиях) требует приблизительно в 3 раза меньших усилий, чем резание в торец.
При пилении вдоль волокон вместо опилок получается гибкая сливная стружка, являющаяся хорошим сырьем для выработки целлюлозы, а также могущая быть использованной для
упаковки. Для того чтобы стружка, находясь в пропиле, не ломалась и не прессовалась, она должна свободно размещаться в межзубовой впадине. Опыты показали, что при малой длине распиливаемых кряжей (до 1 м) могут использоваться стандартные ленточные пилы с плющеными зубьями, при этом должен быть несколько увеличен радиус закругления межзубовых впадин. При распиловке кряжей длиной больше 1 м приходится применять специальные ленты с вставными Г-образными зубьями и увеличенными размерами межзубовой впадины (рис. 5.7, в).
Мощность на пиление определяют в этом случае по формуле (2.3). Ширина пропила при применении Г-образных зубьев составляет около 4—5 мм (при толщине полотна пилы 1,8—
2,0 мм). Высотой пропила при данном способе распиловки является длина распиливаемого кряжа H=LK?; она для данного станка является величиной постоянной и, следовательно, отпадает необходимость в регулировании скорости подачи и, так как при постоянных Н и и при любых диаметрах распиливаемого кряжа также постоянной оказывается и мощность, потребляемая на пиление.
Конструкции ленточнопильных станков. Для распиловки бревен применяют ленточнопильные станки ЛБЛ-150-1; ЛБ-240, ЛО-43.
Ленточнопильный станок ЛБЛ-150-1 предназначен для распиловки бревен диаметром до 1,25 м и длиной от 2 до
7,5 м. Ширина пильной ленты 230 мм. Подача бревна осуществляется при помощи гидрофицированной тележки. Скорость подачи может достигать 2,1 м/с. Суммарная мощность электродвигателей 140 кВт.
Ленточнопильный станок ЛБ-240 может распиливать бревна диаметром до 1,5 м при скорости подачи до 2 м/с. Ширина пильной ленты 350 мм. Суммарная мощность электродвигателей 265 кВт.
Ленточнопильный шпалоавтомат ЛО-43 [53] производит пиление вдоль волокон. Полотно ленточной пилы имеет ширину 230 мм и толщину 1,6 мм, зубья Г-образные, диаметры ведущего и ведомого шкивов — по 1,7 м, скорость резания о = 45 м/с. Шпальный кряж длиной 2,75 м закрепляется торцевыми зажимами в суппорте, при помощи которого перемещается в поперечном направлении, поворачивается и подается (надвигается) на ленточную пилу со скоростью подачи
u = 0,15 м/с. Мощность двигателя привода пилы — 55 кВт и механизма подачи 3 кВт. Весь процесс выпиловки шпал выполняется автоматически. Программа раскроя каждого кряжа выбирается автоматически в зависимости от его диаметра. При необходимости оператор может перейти и на ручное управление. Производительность шпалоавтомата ЛO-43 составляет около 500 шпал в смену; потери в виде опилок полностью исключены, вместо них получается лентообразная стружка (до 5 т в смену).








