 2015-07-14
2015-07-14 2215
2215Тип производства определяется номенклатурой, регулярностью, стабильностью и объёмом выпуска изделий.
На начальных этапах проектирования тип производства определяют в зависимости программы выпуска и массы изделия – табл. 2.1.
Таблица № 2.1
| Тип производства | Годовая программа выпуска, N, шт | ||
| M > 100 кг | 10 < M < 100кг | М < 10 кг | |
| Единичное | До 5 | До 10 | До 100 |
| Мелкосерийное | 5...100 | 10...200 | 100...500 |
| Среднесерийное | 100...300 | 200...500 | 500...5000 |
| Крупносерийное | 300...1000 | 500...5000 | 5000...50000 |
| Массовое | Более 1000 | Более 5000 | Более 50000 |
После разработки технологических процессов тип производства определяют уточнённо по коэффициенту закрепления операции:

где  количество операций на участке за год (месяц);
количество операций на участке за год (месяц);
М – количество рабочих мест.
Единичный kзо не нормируют
Мелкосерийный 20 < kзо ≤ 40
Среднесерийный 10 < kзо ≤ 20
Крупносерийный 1 < kзо ≤ 10
Массовый 1 ≤ kзо < 10
После разработки технологического процесса и нормирования операций в зависимости от трудоемкости и программы выпуска ещё раз уточняют тип производства и выбирают организационную форму сборки согласно следующей таблице – табл. 2.2.
|
|
|
Таблица № 2.2
| Тип производства | Номенклатура | Организационная форма сборки. Вид технологического процесса |
| Единичный | Разнообразная. | Стационарная неподвижная сборка без расчленения технологического процесса на операции. Единичные технологические процессы. |
| Мелкосерийный | Изделия выпускаются небольшими сериями, повторяющимися через большие промежутки времени. | Станочная и подвижная поточная сборка с расчленения технологического процесса на операции с регламентированным тактом выпуска при большом оперативном времени. Единичные и групповые технологические процессы |
| Среднесерийный | Изделия выпускаются сериями, повторяющимися через определенные промежутки времени. | Станочная и подвижная поточная сборка с расчленения технологического процесса на операции с регламентированным тактом выполнения работ, при среднем оперативном времени. Групповые и типовые технологические процессы |
| Крупносерийный | Изделия выпускаются крупными сериями, систематически повторяющимися. | Подвижная поточная сборка с расчленения технологического процесса на операции с передачей объекта сборки с позиции на позицию с помощью механизированных транспортных средств с регламентированным тактом сборки. Групповые и типовые технологические процессы. |
| Массовый | Постоянная | Подвижная поточная сборка с расчленения технологического процесса на операции с передачей объекта сборки, с позиции на позицию с помощью механизированными транспортными устройствами, со строгой регламентацией такта сборки. Единичные и типовые технологические процессы |
Типовые технологические процессы – характеризуются однородностью конструкторско-технологическим признаков изделий, расположением основного оборудования по ходу выполнения сборочной операции.
|
|
|
Групповые технологические процессы – характеризуются однородностью технологических признаков изделий и применением однородного технологического оборудования для сборки разных по конструкции изделий.
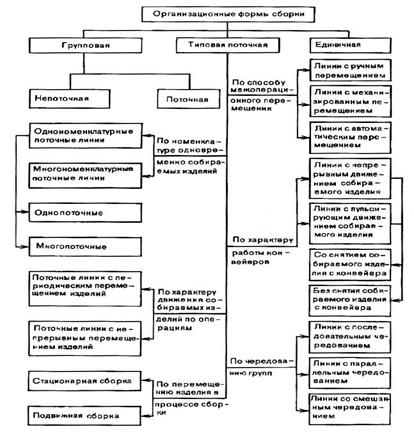
Рис. 9
Единичные технологические процессы – характеризуются отличием от всех технологических признаков.
Характеристики всех видов организационных форм сборки - смотри схему рис. 9

