 2015-07-14
2015-07-14 426
426К осн особ-тям втор ПЭ, кот опред-т специфику его пер-ки,следует отнести: 1) низкую насыпную плотность; 2) особенности реологич поведения расплава, обусловл высоким содержанием геля; 3) повыш хим активность вследствие изм-ний структуры, происходящих при пер-ке первич полим и экспл получ-х из него изд.
В проц пер-ки и экспл мат-л подверг механохим воздействиям, термич, тепло- и фотоокислит-ой деструкции, что приводит к появл активных групп, кот при последующих перер-ах способны инициировать реакции окисления. Изменение хим структуры начинается уже в проц первич пер-ки ПЭ, в частности при экструзии, когда полимер подверг значит термоокислит и механохим возд. Образов в ПЭ плен при ее экспл знач-го числа карбонильных групп приводит к повыш способ ВПЭНП поглощать О2, следствием чего явл образование во втор сырье винильных и винилиденовых групп, кот значит сниж термоокислит стаб-сть пол-ра при послед пер-ках, происх-т процесс фотостарения мат-в и изд из них, сниж срок их службы.
При старении протекают реакции деструкции и структурир-ния. Рез-т 1-й-образ-ние низкомолек прод-ции, 2-й- нератворимых гель-фракций. Содержание геля необх учитывать при выборе спос втор переработки. Хар-р изменения физ-мех хар-тик для ПЭНП и ВПЭНП неодинаков: у первичн полимера наблюд-ся монотонное снижение прочности и относит удлинения, кот составл 30 и 70 % после старения в теч 5 мес. Для втор ПЭНП хар-р изменения этих показателей отлич-ся: разрушающее напряжение практич не измен-ся, а относ удлин уменьш на 90 %. Причиной м.б. наличие гель-фракции во ВПЭНП. В ПЭ при старении происх не только накопление кислородосодерж групп, но и снижение физ-мех хар-тик, кот не восстан-ся после втор перераб состаренной ПО пленки. Структурно-хим превращения в ВПЭНП происх в аморфн фазе- приводит к ослаблению межфазной границы в полимере,в рез-те чего материал теряет прочность,стан-ся хрупким,ломким и подверженным дальнейш старению. Для оценки оптим режимов перераб втор ПЭ сырья больш знач имеют его реологич хар-ки. Для ВПЭНП хар-на низк текучесть при малых напряжениях сдвига, кот-я повыш-ся при увелич напряжения, причем рост текучести для ВПЭ больше, чем для первичн. Причина - наличие геля во ВПЭНП, кот повыш энергию активации вязкого течения полимера. Текучесть можно регулировать– с увелич темп-ры текучесть расплава увелич. В проц втор переработок ВПЭНП реком-ся повышать температуру литья на 3…5 % или число оборотов шнека при экструзии на 4…6 % для разрушения образующ-ся геля. В процес повторн переработок, особенно при воздейств кислорода воздуха, происх снижение молекуляр массы ПО, кот приводит к резвому повыш хрупкости мат-ла. Многократн перераб др полимера из класса ПО – ПП приводит обычно к увелич показателя текуч расплава (ПТР), прочностн хар-ки мат-ла не претерпевают значит- изменений. Поэтому отх, образ-ся при изготовлении деталей из ПП, сами детали по окончан срока эксплуатац м.б повторно использ в смеси с исх мат-лом для получ новых деталей.
24.2.Описание технологии и оборудования переработки отходов полимерных материалов по непрерывной технологии на вальцах.
Эксперимент валковая установка – маш, осн рабочими органами кот явл два полых валка, расположенных в горизонт плоскости и вращающихся навстречу друг другу с разными окружнымискоростями. Валки вальцов монтируются в подшипниках скольжения или качения и установлены в корпусах на станинах. Передача вращающего момента осущ от вала электродвигателя постоянного тока черезредуктор. Корпуса подшипн переднего валка установлены так, что имеют возм-ть перемещ в станинах с целью регулировки зазора между валкам. Регулировка зазора производится при помощи пары винт – гайка, расположенных по обе стороны переднего валка. Механизмы регулировки зазора снабжены предохранительными устройствами. Для поддержания заданного температурного режима обработки материала валки вальцов снабж устройствами для подвода теплоносителя (хладоагента). С целью предотвращения попадания обрабатываемого материала в подшипники валков устанавливают ограничительные стрелы. Расплав полимера из зазора между валками поступает в канал плоскощелевого типа между передним валком и башмаком отборочно-гранулирующего устройства, далее расплав продавливается через канал башмака круглого сечения, и окончательное оформление заданного поперечного сечения стренга осуществляется в сменной фильере. Фильер выполнены следующих диаметров 4, 5, 6 мм.
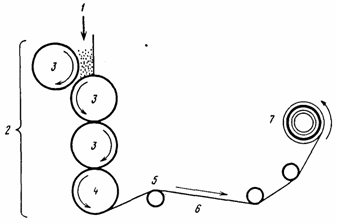
Р и с. 1. Схема аппарата для каландрования
1 — полимерный компаунд; 2 — каландровочные валки: горячие (3) и холодный (4); 5 — каландрованный лист; 6 — направляющие валки; 7 — сматывающее устройство.
БИЛЕТ








