 2015-07-14
2015-07-14 1066
1066| ГОСТ | Основные типы |
| 5264 - 69 | Ручная электродуговая |
| 8713 - 70 | Автоматическая и полуавтоматическая под флюсом |
| 11534 - 65 | Ручная электродуговая (с острыми и тупыми углами) |
| 14771 - 69 | Электродуговая в защитных газах |
| 14776 - 69 | Электрозаклепочная |
| 14806 - 69 | Дуговая алюминия и его сплавов |
| 15164 - 69 | Электрошлаковая |
| 15878 - 70 | Электросварка контактная |
| 16037 - 70 | Швы сварных соединений стальных трубопроводов |
| 16310 - 70 | Сварные соединения из винипласта и полиэтилена и др. |
Форма подготовки кромок для учебного чертежа выбирается произвольно и на чертеже не показывается. Величина катета принимается равной половине толщины наиболее тонкой из свариваемых деталей, например:
К основанию толщиной 8 мм приваривается стойка толщиной 6 мм, катет шва в этом случае равен 3 мм. Знак катета и вспомогательные знаки в обозначении сварного шва выполняются сплошными тонкими линиями. Высота знаков должна быть равна высоте цифр, входящих в обозначение шва.
5. Обвести чертеж.
6. Защитить работу.
Сварные соединения являются наиболее распространенным видом неразъемных соединений.
Сварным соединением называют совокупность деталей, соединенных при помощи сварки.
Сварным швом называют затвердевший после расплавления металл, соединяющий свариваемые детали.
Термины и определения, относящиеся к сварке, установлены ГОСТ 2601 - 84. Самым распространенным видом сварки является электросварка, которая может быть ручной, полуавтоматической и автоматической.
Таблица 9

Продолжение табл. 9
Способы сварки, типы и конструктивные элементы сварных швов определяются соответствующими стандартами (см. табл. 8).
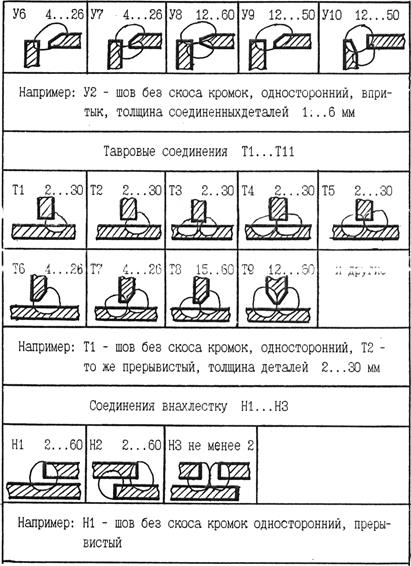
По способу взаимного расположения свариваемых деталей различают соединения: а) стыковые - С; б) угловые - У; в) тавровые - Т; г) внахлестку - Н (рис. 18).

Рис. 18
По форме поперечного сечения кромок различают швы без скоса кромок, с отбортовкой одной или двух кромок, с прямым скосом одной кромки, двух кромок, с симметричными и несимметричными скосами одной или двух кромок и т.д. Характер подготовки кромок зависит от требований к прочности шва и от толщины свариваемого материала. Соответствующие данные приведены в табл. 9.
По характеру выполнения различают швы односторонние (рис. 18, а, б) и двусторонние (рис. 18, в, г).
Сварные швы классифицируют по протяженности на непрерывные, прерывистые и точечные. Непрерывные сварные швы могут быть по замкнутому контуру (рис. 19, а) и по незамкнутому контуру (рис. 19, б).
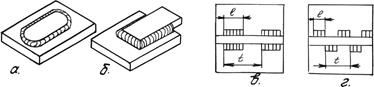
Рис. 19
Прерывистые швы имеют равные по длине проваренные участки с равными промежутками между ними. При двусторонней сварке, если заваренные участки расположены друг против друга, такой шов называется цепным (рис. 19, в), если же участки чередуются, то шов называется шахматным (рис. 19, г). Буквой l обозначают длину провариваемого участка шва, а буквой t - шаг.
Условные изображения и обозначения швов сварных соединений выполняются в соответствии с требованиями ГОСТ 2.312 - 72. Видимые сварные швы показывают сплошными основными линиями (рис. 20, а), а невидимые - штриховыми (рис. 20, б). Видимую одиночную сварную точку условно изображают знаком “+” (рис. 20, в), который выполняют сплошными линиями. Невидимые одиночные точки на чертеже не изображают.
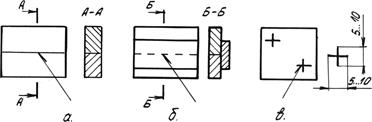
Рис. 20
От изображения шва или одиночной точки проводят линию-выноску, которая заканчивается односторонней стрелкой. Условное обозначение сварного шва пишут над полкой линии-выноски, если шов видимый, т.е. показана лицевая сторона шва, и под полкой линии-выноски, если шов невидимый, т.е. показана оборотная сторона шва.
Структура условного обозначения сварного шва приведена на рис. 21, где:
поз. 1 - обозначение стандарта на тип и конструктивные элементы шва;
поз. 2 - буквенно-цифровое обозначение шва по этому стандарту;
поз. 3 - условное обозначение способа сварки по стандарту на данный шов (допускается не указывать);
поз. 4 - знак “  ” и размер катета шва;
” и размер катета шва;
поз. 5 - размеры (в мм) прерывистого шва со знаками:
/ - для цепного шва;
z - для шахматного шва;
поз. 6 - вспомогательные знаки обработки шва:
 - усиление шва снять;
- усиление шва снять;
 - наплывы и неровности шва обработать с плавным переходом к основному металлу;
- наплывы и неровности шва обработать с плавным переходом к основному металлу;
 - шов выполнен по незамкнутому контуру;
- шов выполнен по незамкнутому контуру;
поз. 7 - вспомогательные знаки:
 - шов выполнен по замкнутому контуру;
- шов выполнен по замкнутому контуру;
 - шов выполнен при монтаже, т.е. при установке его по монтажному чертежу на месте применения.
- шов выполнен при монтаже, т.е. при установке его по монтажному чертежу на месте применения.
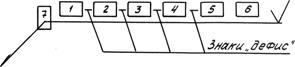
Рис. 21
Если поверхность сварного шва подвергается механической обработке, то обозначение шероховатости наносят после условного обозначения шва.
На рис. 22 показан пример обозначения углового сварного соединения без скоса кромок, односторонний, выполняемый электродуговой ручной сваркой, с катетом шва 4 мм, неровности шва обработаны с плавным переходом к основному металлу.
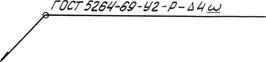
Рис. 22








