 2020-01-14
2020-01-14 732
732
Сборка является заключительным этапом изготовления машины, при котором окончательно формируются ее качественные показатели. Технический и организационный уровень сборки в значительной степени определяет надежность и долговечность машины.
На основе служебного назначения машины, ее сборочных и рабочих чертежей, размерного анализа и намеченного количества машин, подлежащих изготовлению в единицу времени и по неизменяемым чертежам, выбираются вид и организационную форму производственного процесса сборки машины. На выбор организационной формы влияют конструкция изделия, его размеры и масса, программа и сроки выпуска. Организационные формы устанавливаются отдельно для изделия и его составных частей. В общем случае они могут быть разными.
На основе рабочих чертежей, размерного анализа и намеченного количества деталей, подлежащих изготовлению в единицу времени и по неизменяемым чертежам, выбираются вид и организационная форма производственного процесса изготовления детали. Решающим фактором является количество изделий, подлежащих изготовлению.
Для данного редуктора, а именно, редуктора цилиндрического одноступенчатого вертикального с внутренним зацеплением мы применим непоточную стационарную сборку. Данная форма сборки характеризуется тем, что объект от начала и до конца сборки находится на одном и том же месте. Сборку ведут рабочий или бригада рабочих. Все необходимые детали и сборочные единицы доставляются на рабочее место. Выполнение сборочных работ распределяется между рабочими и бригадами бригадиром и мастером участка.
Для облегчения труда рабочие места или стенды оснащаются универсальными приспособлениями и подъемно – транспортными средствами. Оборудование (станки, прессы) размещают так, чтобы оно было доступно для рабочих с разных мест. Различия в уровне интенсивности труда рабочих и их квалификации приводит к удлинению цикла сборки и неравномерному выпуску изделий за единицу времени. Технико– экономические показатели такой формы организации процесса сборки изделия невысоки. По видам сборочные работы не расчленяются и между сборщиками заранее не распределяются.
Виды и формы организации технологического процесса сборки изделия можно представить в виде схемы, показанной на рисунке 4.
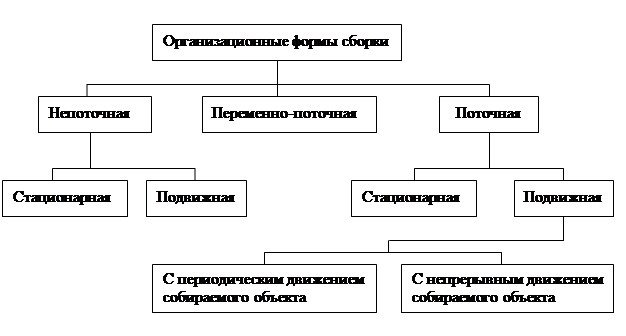
Рисунок 4 - Виды и формы организации технологического процесса сборки изделия.
Чёткую организацию сборочного процесса во времени позволяет осуществить циклограмма сборки.
Циклограмма – это графическое определение последовательности выполнения операций, переходов или приёмов сборочного процесса и затрат времени на их выполнение. При построении циклограммы в вертикальной колонке построчно записывают все операции, переходы и приёмы. Степень их дифференциации зависит от уровня циклограммы.
Анализ циклограммы позволяет не только определить общее время цикла сборки, но и наметить пути их сокращения, среди которых можно выделить два основных, наиболее часто используемых на практике:
- сокращение затрат времени на выполнение отдельных операций (переходов, приёмов) за счёт изменения режимов работы сборочного оборудования;
- сокращение во времени отдельных операций (переходов, приёмов).
Технологическая схема сборки и циклограмма представлены в графической части.
Проектирование технологического процесса изготовления детали








