 2020-06-12
2020-06-12 162
162МЕХАНИЧЕCКАЯ ОБРАБОТКА наплавленных ПОКРЫТИЙ
Цель работы: Закрепление теоретических знаний по механической обработке наплавленных покрытий
Задание: Разработать технологический маршрут и рассчитать режимы механической обработки наплавленных покрытий
Общие положения
Обоснование рационального способа обработки наплавленных покрытий
Механическая обработка покрытий, наносимых на изношенные поверхности, является завершающей операцией в технологии восстановления деталей.
При механической обработке слоя наплавленного металла следует учитывать такие особенности его физико-механических свойств, как:
а) химическая и структурная неоднородность металла наплавленного слоя;
б) значительное упрочнение отдельных участков слоя;
в) различная степень упрочнения металла по глубине слоя и различная твердость отдельных участков слоя;
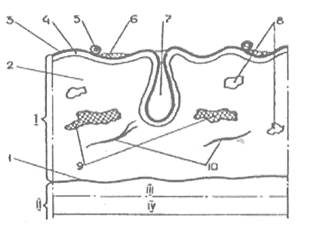
г) макронеровность поверхности, пористость, трещиноватость и наличие неметаллических включений (рис. 1).
|
|
|
1 – поверхность сплавления; 2 – металл наплавленного слоя; 3 – поверхность наплавленного слоя; 4 – окисная пленка; 5 – капли застывшего металла; 6 – шлаковые включения; 7 – поры, выходящие на поверхность; 8 – поры, не выходящие на поверхность;
9 – неметаллические включения; 10 – трещины
Рис. 1. Схема строения участка детали с наплавленным слоем:
I – наплавленный слой; II – основной металл детали; III – зона термического влияния;
IV – металл детали с неизменными свойствами
Разброс значений твердости как на поверхности детали, так и по глубине наплавленного слоя при различных способах наплавки неодинаков. Наибольшее изменение твердости поверхности наблюдается при вибродуговой наплавке. Установлено, что при вибродуговой наплавке проволокой с содержанием углерода 0,4–0,45 % с применением охлаждающей жидкости твердость слоя по глубине может изменяться в пределах HRC 12–45, а разброс значений твердости по поверхности слоя может составлять 20–30 %. Намного меньше разброс значений твердости при наплавке под слоем флюса (6–10 %).
Наибольшая химическая неоднородность структуры наплавленного слоя также отмечается при вибродуговой наплавке. Так, при вибродуговой наплавке проволокой Нп-65Г верхние слои состоят из вытянутых слаботравящихся столбчатых кристаллов, имеющих мартенситное строение, а зона сплавления характеризуется чередованием троосто-мартенсита, троостита и сорбита. Наплавленный слой характеризуется наличием неметаллических включений, что существенно влияет на стойкость инструмента при механической обработке. Толщина наплавленного слоя при вибродуговой наплавке и электродуговой наплавке под слоем флюса может изменяться в широких пределах (1–5 мм) за счет изменения режима наплавки и диаметра электрода.
|
|
|
Существенным показателем, определяющим качество наплавки, является макронеровность поверхности, величина которой зависит от способа наплавки, вида защиты, диаметра электрода, режимов наплавки. Установлено, что средняя величина макронеровности при вибродуговой наплавке составляет 30 % от толщины наращиваемого металла.
Восстанавливаемые наплавкой детали с точки зрения технологии их обработки детали можно разделить на три группы в зависимости от твердости слоя и припуска на обработку (рис. 2).









