 2014-02-09
2014-02-09 566
566Листовые крышкоделательные автоматы служат для изготовления цельнокроеных и составных крышек, причем составные крышки изготавливаются в два приема. Скорость их работы 36−40 крышек в минуту.
В автомате (рис. 52) при изготовлении цельнокроеных переплетных крышек материал Т, нарезанный по формату, укладывается стопкой в магазин 1. Картонные сторонки КС двумя стопками загружают в магазин самонаклада 16, а отстав в виде рулона РО устанавливают на кронштейн внизу машины.
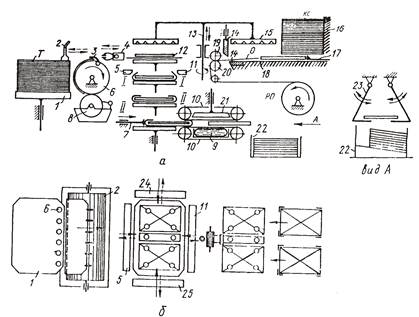
Рис. 52. Схема принципиального устройства листового крышкоделательного автомата
В течение цикла приемы 2 подают одну заготовку под клапаны 3 цилиндра 6, периодически поворачивающегося на один оборот. Во время поворота цилиндра 6 на заготовку валиком 8 клеевого аппарата наносится слой клея. Затем промазанную заготовку захватывают щипцы 4, движущиеся возвратно-поступательно в горизонтальном направлении, и переносят ее на сборочный стол 12, который в это время выстаивает в верхнем положении. Толщина наносимого клея регулируется ножом.
Толкатели 17 из магазина 16 выдвигают две картонные сторонки КС на стол 18, а ролики 19 и 20 отматывают от рулона РО ленту бумажного отстава, соответствующую формату длины, и подают ее между сторонками, где ленту отрезают ножи 14. После этого двойная головка 15 с пневматическими присосами опускается на стол 18, присасывает картонные сторонки и отстав, поднимается, поворачиваясь на 180° вокруг вертикальной оси 13, и опускается, прижимая сторонки и отстав к заготовке, промазанной клеем и лежащей на столе 12.
Далее стол 12 вместе с головкой, удерживающей заготовку, опускается и занимает положение I−I, в котором планки 5 и 11 загибают противоположные кромки материала или бумаги. При следующем опускании в положение II−II планки 24 и 25 (рис. 52 б) загибают края с двух других сторон и заделывают уголки.
Затем стол опускается еще ниже, и выталкивающая планка 7 подает крышку в прессующее устройство, состоящее из транспортера 10, верхней плиты 21 и резиновой подушки 9, наполненной водой для равномерного давления на крышку. В течение следующего цикла переплетная крышка выдерживается в прессующем устройстве, а затем выводится на приемный стол 22 качающимися поддерживателями 23.
Во время всех этих операций левая сторона двойной пневматической головки 15 движется вместе со сборочным столом 12, прижимая и удерживая крышку на нем, а правая сторона головки 15 опускается и присасывает очередной комплект полуфабрикатов со стола 18. Так достигается разгрузка наиболее занятого в машине по цикловому времени, имеющего одну рабочую сторону головки, механизма крышкоделательного автомата.
Скорость работы таких крышкоделательных автоматов − 36−40 крышек в минуту.
Составные переплетные крышки изготавливаются за два прогона. Чтобы сделать штуковку, в магазин 1 помещают стопкой корешковый материал, а в магазин 16 − две стопы картонных сторонок. После изготовления штуковки машину переналаживают. Штуковки загружают в магазин 16, а в магазин 1 укладывают двумя стопками отпечатанные и нарезанные по формату бумажные обложки. После этого выполняется крытье штуковок бумажными обложками. Подача отстава в этом случае отключается.








