 2014-02-09
2014-02-09 1347
1347Технологическая схема рулонной крышкоделательной машины КД-3М, представленная на рис. 53, является типичной. При изготовлении цельнокроеных крышек нетканый материал или бумага от рулона Р1, установленного на кронштейнах тележки 21, через систему направляющих валиков 1 проходит в нижний клеевой аппарат КА1.
Осевой тормоз Т регулирует равномерное натяжение ленты во время размотки рулона. Клеевой аппарат состоит из двух цилиндров − верхнего и нижнего и клеевого резервуара, где клей разогревается
гревается до определенной температуры в «водяной бане» электронагревателями, верхний цилиндр наносит клей на ленту, нож 19 регулирует толщину слоя клея на нижнем цилиндре, а величина зазора между нижним и верхним цилиндрами определяет количество клея, наносимого на ленту.
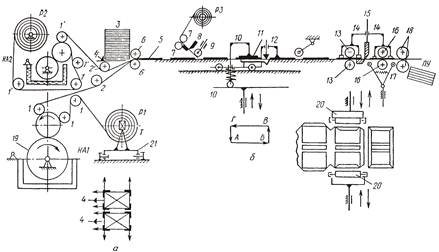
Рис. 53. Технологическая схема рулонной крышкоделательной машины КД-3М
Валиком 2/ клей разравнивается на поверхности ленты. Картонные сторонки попарно из магазина 3 выводятся толкателями 4 на ленту, причем скорость движения ленты и сторонок синхронизирована. Высота выпускных щелей в магазине изменяется таким образом, чтобы через них за один раз могла пройти только одна сторонка.
Самонаклад картонных сторонок состоит из двух магазинов, каждый из которых образован четырьмя ограничителями-уголками (рис. 53 б). В зависимости от формата сторонок уголки, образующие магазин, могут отодвигаться назад и раздвигаться. На схеме стрелками показано, как может перемещаться каждая планка при увеличении формата сторонок. Кроме того, магазины могут устанавливаться на различном расстоянии друг от друга, зависящем от размера расстава между сторонками, определяемого толщиной книжного блока. Наконец, весь самонаклад может сме
смещаться по продольной оси машины при ее наладке на тот или иной формат с таким расчетом, чтобы расстояние от ножа поперечной рубки 15 до ближайшего края самонаклада S было равно
S = (ФВ + 30 мм) К,
где К − целое число крышек, которые могут разместиться по длине машины от ножа 15 до самонаклада; ФВ − формат крышки; 30 мм отводится на загибку кромок с передней и задней стороны каждой крышки.
Для надежного склеивания ролики 6 плотно прижимают картон к материалу. Чтобы исключить попадание клея на ролики 6, зазор между ними и валом 5 устанавливается несколько больше толщины материала, покрытого слоем клея.
Лента отстава от рулона Р3 через систему направляющих и подающих валиков 7 протягивается между отрезными ножами 8. Нижний конец ленты роликом 9 прижимается к движущейся ленте и приклеивается. В зависимости от формата крышки, а следовательно, и длины отстава отрезные ножи 8, срабатывая в нужный момент, отсекают полоску заданной длины. Специальной регулировкой можно изменить продолжительность вращения подающих валиков 7 и начало срабатывания ножей 8. При переналадке на другие форматы предусмотрена возможность перемещать весь аппарат отстава в такое положение, чтобы начало бумажной полоски совпадало с краями сторонок каждой заготовки.
Размотка рулона, периодическое перемещение начальной части ленты со сторонками и отставом осуществляются кареткой подачи КП. Она движется горизонтально и возвратно-поступательно. Движение каретки КП слева направо является рабочим. Прижимная планка 11, управляемая толкателем 10, опускаясь, зажимает ленту со сторонками, опирающимися на траверсу 22. Рабочий ход каретки определяется форматом крышки. Во время рабочего хода угловырубные ножи 12 высекают по обе стороны ленты уголки, необходимые для загибки кромок без утолщений и морщин.
Периодическое перемещение второй части ленты с заготовками происходит при помощи роликов 13, вращающихся при рабочем ходе каретки.
По мере продвижения ленты края ее постепенно отгибаются кверху под прямым углом направляющими планками. В позиции первой загибки, во время выстоя ленты, на заготовку опускаются прижимные упоры 14, которые прочно удерживают заготовку на столе загибки и придают ей необходимую жесткость. Правые и левые загибатели 20, сближаясь, накатываются на приподнятые кромки материала или бумаги, загибают и прижимают их к сторонкам.
Одновременно с прижимными упорами 14 опускается нож поперечной рубки 15, отрезающий крайнюю заготовку, которая находится на столе второй загибки под роликами 16. Ролики 16 совместно с прижимными упорами 14 удерживают крышку во время загибки передней и задней кромок. Загибатели 17, поднимаясь загибают и прикатывают выступающие кромки к сторонкам.
Ролики 16, начиная вращаться, выталкивают готовую крышку через резиновый 18 в приемное устройство П, а на ее место выводят следующую, еще не отделенную от ленты заготовку.
Выпускать цельнокроеные и составные крышки, не требующие последующего оформления, используя заранее отпечатанную бумажную ленту, на машине КД-3М нельзя.
Для этого машина должна оснащаться дополнительными устройствами, корректирующими взаимное положение крышки и рулонного материала.
Такие машины имеются, это КД-4.








