 2014-02-09
2014-02-09 15426
15426Определение и классификация процессов резания
Резание — это технологический процесс разрушения связей между частицами обрабатываемого материала по заданной поверхности с целью получения изделия требуемых размеров, формы и шероховатости.
Процесс резания может быть реализован разнообразными способами. По виду объекта, действующего на заготовку, различают:
резание твердым резцом, световым лазерным лучом, гидравлической струей и другими носителями энергии. Основным в современной технологии обработки древесины является процесс резания твердыми резцами из металлов или твердых сплавов, или резцовое резание.
Резцовое резание, в свою очередь, можно классифицировать по разным признакам:
1) способу получения заданной поверхности:
бесстружечное резание, при котором заданная поверхность получается без снятия стружек путем отделения за один проход резца малодеформированного среза материала;
стружечное резание, при котором для получения заданной поверхности с заготовки срезаются стружки, в обычных условиях резания получающие деформации по всему объему или значительной его части (стружечное резание имеет место в большинстве процессов обработки на дереворежущих станках);
2) степени сложности:
элементарное (простое) резание, не поддающееся дальнейшему упрощению;
сложное резание, имеющее место при обработке разнообразными режущими инструментами на станках.
Элементарное резание и его закономерности изучают для того, чтобы научиться понимать процессы сложного резания, раскладывая их на составные элементы, сводя к более простым процессам.
Резание – основной способ получения из древесины и древесных материалов деталей нужных размеров и формы. В процессе резания клиновидный резец, внедряясь в древесину, перерезает волокна и, нарушая связь между ними, отделяет от нее определенную часть стружку. Резание может происходить и без образования стружки, например при высечке бракованных мест из шпона или разрезании его ножницами.
Чтобы получить требуемое качество обработки при минимальной затрате энергии и максимальной производительности оборудования, нужно уметь правильно выбрать условия резания, а для этого необходимо прежде всего знать сущность данного процесса.
1. Элементы резца. Поверхности и углы при резании
Элементы резца. Для обработки древесины резанием применяют различные по конструкции режущие инструменты, имеющие один (ножи), несколько (фрезы) или много (пилы) резцов. Резец (рис. 4, а) имеет форму клина. В резце различают: переднюю грань abdf, заднюю acef и -две боковые аЬс и fde. Передняя грань расположена со стороны снимаемой стружки, задняя обращена к обработанной поверхности.
Грани образуют кромки, из которых передняя кромка – режущая (лезвие резца). Если ширина резца меньше ширины материала, то кроме передней режущими могут быть, и боковые кромки ab и fd. В этом случае в резании участвует не только передняя, но и боковые грани.
В процессе резания на заготовке различают следующие поверхности:
В процессе резания на заготовке различают следующие поверхности:
обрабатываемую поверхность 1, с которой снимается слой древесины, отделяемый в виде одной (поступательное движение резца) или нескольких (вращательное движение резца) стружек; обработанную поверх 2, полученную после срезания стружки; поверхность резания 3, образуемая на обрабатываемой заготовке режущей кромкой резца.
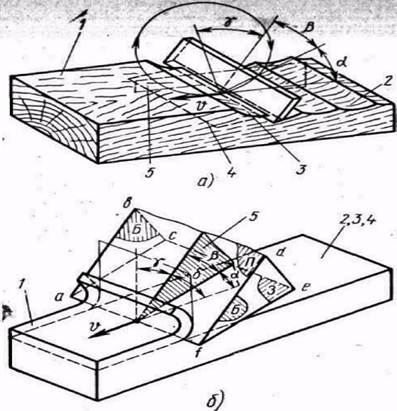
Рис. 1. Элементы резца, поверхности и плоскости при вращательном (а) и прямолинейном (б) движении резца: 1 – обрабатываемая поверхность, 2 – обработанная поверхность, 3 – поверхность резания, 4 – плоскость резания,
5 – плоскость измерения углов
При поступательном движении резца относительно заготовки обработанная поверхность и поверхность резания совпадают (рис. 1, а). В процессе вращательного движения (рис. 1, б) поверхность резания всегда криволинейная, а обрабатываемая и обработанная поверхности могут быть плоскими.
Плоскость 4, касательная к поверхности резания и проходящая через режущую кромку резца, называется плоскостью резания. При прямолинейном движении резца плоскость резания совпадает с поверхностью резания. При вращательном движении резца каждому его положению соответствует своя определенная плоскость резания.
Углы при резании. При резании различают следующие углы: угол заточки β — между передней и задней гранями резца; угол резания δ, образуемый передней гранью резца и плоскостью резания; передний угол γ – между передней гранью резца и плоскостью, перпендикулярной плоскости резания; задний угол α, образуемый задней гранью резца и плоскостью резания.
Принято измерять углы в плоскости, перпендикулярной плоскости резания и совпадающей с направлением движения резца. При вращающемся резце за направление его перемещения в каждой данной точке принимают линию, касательную к поверхности резания.
2. Направления резания
В зависимости от направления движения резца по отношению к направлению волокон древесины различают три основных направления резания: в торец, вдоль и поперек волокон.
Резание в торец (торцовое) (рис. 5, а)характеризуется тем, что плоскость резания направлена перпендикулярно волокнам; стружка скалывается и состоит из слабо связанных или несвязанных отдельных элементов.
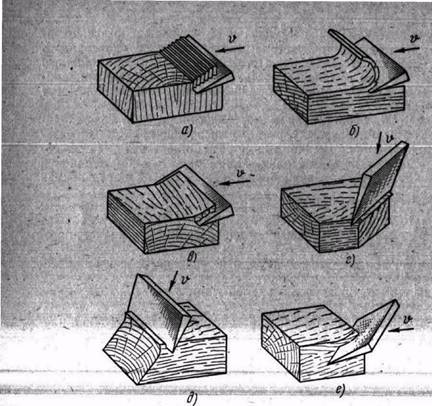 |
Рис. 2. Случаи резания:
а – в торец, б – вдоль волокон (продольное), в – поперек волокон,
г — торцово-поперечное, д — торцово-продольное, е — продольно-поперечное
При резании вдоль волокон (продольное) (рис. 5,6) направление резания совпадает с направлением волокон; стружка образуется в виде ленты,, иногда надламывается, распадаясь на части.
Резание поперек волокон (поперечное) (рис. 5,в) происходит при движении резца в плоскости волокон перпендикулярно их длине; элементы стружки слабо связаны между собой.
При одних и тех же условиях максимальное сопротивление резанию наблюдается при резании в торец, а минимальное – при резании поперек волокон.
Кроме основных случаев различают торцово-поперечное (рис. 5, г), торцово-продольное (рис. 5, д), продольно-поперечное (рис. 5, е) и другие случаи резания.
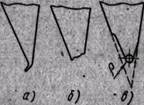
Когда в процессе обработки резцом образуется одна поверхность резания, такое резание называется открытым. При этом стружка срезается со всей обрабатываемой поверхности, а ширина лезвия резца может несколько превышать ширину заготовки или быть равной ей. Если же получаются две или три поверхности резания, то резание называется полузакрытым или закрытым (рис. 6). В данном случае передняя кромка резца / вместе с передней гранью образует дно 2 таза (одна поверхность резания), а боковые кромки выбирают стенки 3 паза (вторая и третья поверхности резания). При движении резца в древесине его передняя грань деформирует стружку 4. Резец, проникая глубже в древесину, производит дальнейший отжим и расщепление волокон, образуя в ней трещину. При большой длине трещины стружка, отслаиваясь, образует на обработанной поверхности вырывы и другие неровности.
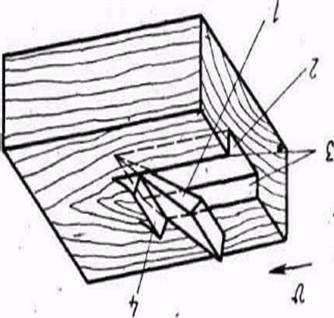
Рис. 6. Закрытое резание:
| а) |
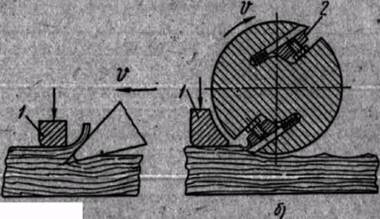
Чтобы предупредить образование в обрабатываемой древесине трещин большой длины,, в конструкции станков.предусматривают установку впереди резца подпорных линеек 1 (рис. 7,а). Подпорные линейки нажимают на стружку впереди резца, способствуя надлому стружки, ограничивают длину расщепления волокон.
а) б)
Рис. 7. схема установки подпорной линейки
(а) и стружколомателя (б)
1 – подпорная линейка, 2 – стружколоматель
Для надлома стружки в ножевых головках и валах устанавливают специальные устройства – стружколоматели 2 (рис. 7, б).
3. Сопротивление древесины резанию
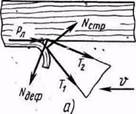
Усилие, которое при резании необходимо приложить к резцу в направлении его перемещения, называется силой резания. Сила резания выражается- в ньютонах и обозначается буквой Р. Величина силы резания определяется силами сопротивления древесины резанию, которые слагаются (рис. 8): из силы Р л, действующей на лезвие резца в направлении его движения; из силы Давления стружки на переднюю грань резца и вызываемой ею силы трения Т 1; из силы давления древесины на заднюю грань резца Р деф
 |
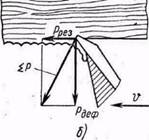 |
Рис. 8. Силы, действующие на резец до сложения (а)
и после сложения (б )
и вызываемой ею силы трения Т 2. Если силы разложить на две составляющие, из которых одна будет по направлению совпадать с направлением движения резца, а вторая_ будет.ей,.перпендикулярна, то арифметическая сумма первых сил.даст величиду силы резания, а вторых сил – силу воздействия через резец на его
Возникновение силы Р деф объясняется тем, что внедрение резца в древесину сопровождается деформированием волокон, которые стремятся отжать резец вверх, в то время как сила NCTP стремится затянуть резец в древесину.
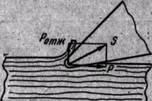
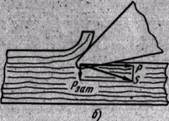
Рис. 9. Схемы действия сил отжима (а)и затягивания (б)резца древесиной
Сумму сил, действующих со стороны древесины на резец, можно представить в виде силы S (рис. 9). Направление действия вертикальной составляющей силы S изменяется в зависимости от условий резания. Например, при снятии тонкой стружки, большом угле резания, малом заднем угле и тупом резце будет отжиматься древесиной. В этом случае вертикальная составляющая силы направлена вверх (рис. 9, а). При других условиях резания резец может затягиваться в древесину.
Тогда вертикальная составляющая силы направлена вниз (рис. 9, б), Усилие, действующее в первом случае, называется силой отжима резца древесиной Р отж, во втором— силой затягивания резца древесиной Р зат.
4. Движение резания и подачи
Перемещение резца, необходимое для срезания одной стружки, называется движением резания, а скорость этою движения — скоростью резания, которая измеряется в м/с и обозначается буквой v. Путь, который проходит лезвие резца в древесине при снятии одной стружки, называется траекторией резания.
При вращательном движении резцов скорость резания, м/с,определяется по формуле
v = πDn /(60 . 1000),
где D – диаметр окружности, описываемой режущей кромкой инструмента, мм; n – частота вращения режущего инструмента об/мин.
При поступательном движении резцов скорость резания равна
v = L/T
где L — путь резца при срезании стружки, м; T — время прохождения резцом пути L, с.
Чтобы обеспечить последовательное срезание стружек, одного рабочего движения – движения резания – недостаточно. Для срезания каждой новой стружки нужно переместить резец относительно древесины (или наоборот). Такое перемещение называется движением подачи, а скорость этого движения — скоростью подачи. Скорость подачи выражена в м/мин и обозначается буквой U. Скорость резания всегда значительно, больше скорости подачи. Движение подачи у большинства станков совершается одновременно с движением резания.
Перемещение обрабатываемого материала за один проход (при прямолинейном движении режущего инструмента) или за один оборот режущего инструмента (при вращательном движении) называется подачей на один оборот. Подача на один оборот инструмента выражается в мм и обозначается буквой и0. Различают также подачу на один зуб режущего инструмента обозначаемую буквой и zи. выражаемую также в мм. Подачи и0 и иz можно вычислить по формулам:.
и0 = U .1000/n, иz = U . 1000/zn,
где U – скорость подачи, м/мин; z – число зубьев пилы или фрезы или же число ножей на ножевом валу; n – частота вращения режущего инструмента, об/мин.
При одной и той же скорости резания шероховатость обработанной поверхности древесины зависит от скорости подачи: чем меньше скорость подачи, тем меньше шероховатость обработанной поверхности. Однако с уменьшением скорости подачи уменьшается и толщина стружки, что приводит к увеличению удельной работы и мощности резания, а следовательно, и к снижению производительности станка. При работе на деревообрабатывающих станках следует применять наибольшие скорости подачи (исходя из возможностей станка), при которых обеспечивается требуемая шероховатость обработанной поверхности и минимальная затрата энергии на резание.
Пример. Определить скорость резания v и величину подачи на один зуб иг при пилении круглыми пилами, если известно, что D — 500 мм, z= 40, п = 2000 об/мин, U = 20 м/мин.
Решение. v = π Dn /(60 • 1000) = 3,14 • 500 • 2000/(60 • 1000) = 52 м/с;
иz = U • 1000/ zn =20 • 1000/(40 • 2000) = 0,25 мм.
Изменение лезвия резца в процессе резания •
При визуальном осмотре лезвие резца представляется в виде прямой линии, которой оно и изображается на рисунках. Фактически же даже после тщательной заточки еще не работавшее лезвие отличается от прямой. Это особенно заметно при рассмотрении лезвия под микроскопом. Оно имеет заусенцы и микрообло мы (рис. 10, а,б), а грани его покрыты рисками,
 |
нанесенными зернами абразива. Во время работы под действием древесины лезвие разрушается, а его передняя и задняя грани истираются, в результате резец затупляется (рис. 10, в). При этом передняя грань при переходе в заднюю образует плавную кривую, условно принимаемую за окружность, касательную к обеим граням резца.
Радиус такой окружности (на рисунке обозначен буквой ρ) при затуплении резца достигает 40... 50 мкм. Чем больше радиус окружности, образуемой гранями, тем больше усилия нужно приложить для внедрения резца в древесину. Износостойкость режущего.инструмента повышают, применяя для его изготовления высококачественные стали и твердые сплавы, а также подбирая оптимальные для данных условии работы угловые параметры резцов.
Угол встречи, угол контакта,
среднее значение толщины стружки
Для определения силы, затрачиваемой при резании, разработаны таблицы и номограммы, построенные на зависимости определяемой величины от угла встречи, угла контакта, средней толщины стружки и угловых параметров резцов.
Угол встречи. Угол между касательной к траектории движения резца в данной точке и направлением волокон древесины называется углом встречи и обозначается буквой φ. Он показывает, под каким углом перерезаются резцом волокна древесины. Изменение угла встречи приводит к значительному изменению величины сопротивления древесины резанию. Если одновременно с резанием происходит и подача заготовок, то траектория перемещения резца относительно древесины не совпадает с направлением резания, а образует с ним так называемый кинематический угол встречи Θ (рис. 11), который при направлении подачи, перпендикулярном направлению резания, равен.
Θ = arctg U/60. v,
где U — скорость подачи, м/мин; v — скорость резания, м/с.
Так как скорость резания значительно превышает скорость подачи, то в случае прямолинейного движения резца значение угла Θ близко к 90°. Исходя из этого, в некоторых определениях силы резания при прямолинейном движении резца толщина стружки определяется так:
uz = e.
В случае вращательного движения резца кинематический угол встречи Θ а следовательно, и.угол φ будут иметь переменные значения, так как вектор (в данном случае прямая, отражающая направление рабочего движения и величину его скорости: на рис. 11 – линии U и v) скорости подачи имеет постоянные направление и величину, а вектор скорости резания — переменное направление и постоянную величину.
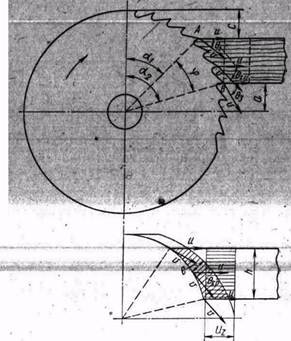
Рис.11. изменение кинематического угла встречи
при пилении круглыми пилами (u – вектор движения подачи
v – вектор движения резания)
Так, в точке А (на входе резца в древесину) кинематический угол встречи равен Θ1 а в точке В (на выходе резца из древесины) будет Θ3. В расчетах обычно применяют среднее значение ΘСР:
ΘСР = Θ1 + Θ3/2.
Толщина стружки в данном случае будет иметь также переменное значение. Среднее значение её определяют по формуле
e = uz .sin . ΘСР.
Зная радиус окружности резания R, расстояние от центра пилы до нижней пласти заготовки а, величину выступающей части пилы С и толщину заготовки h, можно определить значение • углов Θ1 и Θ 3:
Θ 1 = arcсos R – C / R;
Θ3 = arcсos а / R.
Угол встречи φ будет равен сумме значений кинематического угла Θ и угла между направлением волокон древесины и направлением подачи, который можно обозначить буквой λ:
φ1 = Θ1 + λ; φ2 = Θ2 + λ; φср + λ.
| Рис. ill. Изменение кинематического угла встречи при пилении круглыми пшшми («— вектор движения подачи, у — вектор движения резания) |
Когда волокна древесины расположены параллельно направлению подачи, то, λ = 0, а угол встречи φ1 = 0.
| Толщина стружки в данном случае будет иметь также переменное значение. Среднее значение ее определяют по формуле "е >**•&,•• slri'V^?* |
Угол контакта. Если древесина обрабатывается вращающимися резцами, то стружки срезаются по кривой, которая при расчете принимается за дугу окружности, описываемую режущей кромкой резца. Угол, заключенный между радиусами, соединяющими крайние точки этой дуги (точки А и В на рис. 11) с центром вращения резцов, называется углом контакта и обозначается буквой ψ. Величина угла контакта зависит от толщины h обрабатываемой заготовки, расстояния а от нижней пласти заготовки до центра вращения режущего инструмента, радиуса R окружности резания и определяется то формуле
φ = arcсos R – C / R – arcсos a / R
где C – высота выступающей части пилы, мм.
Средняя толщина стружки. При обработке древесины вращающимися резцами толщина стружки изменяется. Среднюю толщину стружки е срможно определить, зная объем древесины Q z срезанной за один проход резца, и длину L дуги контакта древесины с резцом (дуга АВ на рис. 11).
Объем стружек, снимаемых за один проход резца, равен
Q z = u z bh,
где b – ширина стружки, мм; h – толщина снимаемого слоя (при шилении круглыми пилами – толщина заготовки), мм; иъ – подача на один зуб, мм. Длина дуги контакта, мм, равна
L = 2πRφ / 360,
Где R – радиус вращения режущей кромки резца, мм; φ – угол контакта, град.
Средняя толщина стружки будет
е ср = Q z / Lb = u z bh360 / 2πRφb = u z h360 / 2πRφ.
Удельная работа и мощность резания
Энергетические, затраты при резании древесины принято выражать в виде удельной работы и мощности резания.
Удельная.работа резания — это работа силы резания, необходимая для превращения в стружку 1 см3 древесины; обозначается буквой К и выражается в Дж/см3. Величина удельной работы резания зависит от угловых параметров резца, породы древесины, ее влажности, толщины снимаемой стружки, угла встречи (перерезания волокон), скорости резания и других факторов.
Мощность резания — это работа силы резания за 1 с. Мощность выражается в, киловаттах. Следовательно, чтобы определить мощность резания N рез , достаточно удельную работу К умножить на объем древесины q, превращаемой в стружку за 1 с
N рез = К .q.
В частном случае, когда поперечное сечение припуска имеет прямоугольную форму, величину q можно вычислить по формуле
q = b . h U/60,
где b – ширина снимаемого слоя древесины, мм; h — толщина снимаемого слоя, мм; U — скорость подачи, м/мин.
Тогда
N рез = К.bhU /60,
Сила резания Р, отнесенная к 1 мм2 площади поперечного сечения срезаемой стружки, называется удельной силой резания. (Н/мм2). Числовые значения удельной силы резания и удельной работы резания при указанных размерностях одинаковы.
Общая сила резания вычисляется по формуле
Р = Кbe
где K – удельная сила резания, Н/мм2; be — площадь поперечного сечения стружки, срезаемой резцом, мм2
Удельная работа резания К, необходимая для определения силы и мощности резания,.берется из номограмм -или таблиц, где она вычислена для определенных условий резания.
Уравнение для вычисления удельной работы для конкретных условий резания имеет следующий вид:
К = К т а n а з а а õ а φ а w
где К — табличное зндчение удельной работы, Дж/см8; а n — коэффициент, учитывающий породу обрабатываемой древесины, а з — коэффициент, учитывающий степень затупления резца; а õ и а φ — коэффициенты, учитывающие соответственно углы встречи и резания; aw — коэффициент, учитывающий влажность.
Поправочный коэффициент на породу, равный 1, принят для заготовок (досок) из древесины сосны; для древесины березы ап равен 1,2 —1,3; дуба—1,5... 1,8.-При угле резания 60° значения а õ принимают за единицу (табл. 2). Поправочный коэффициент а 3 считают равным единице у инструмента, работающего в течение 30 мин после заточки (табл. 3).
Таблица 2. Значения а{ в зависимости от угла ty (по Ф. М. Манжосу)
| Величина угла встречи град | Величина а õ при угле резания õ, град | |||||||
| 0,8 | 0,86 | 1,13 | 1,3 | 1,5 | 1,7 | 1,95 | ||
| 0,79 | 0,86 | 1,15 | 1,32 | 1,54 | 1,76 | 2,03 | ||
| 0,77 | 0,85 | 1,17 | 1,36 | 1,58 | 1,85 | 2,15 | ||
| 0,75 | 0,85 | 1,20 | 1,40 | 1,65 | 2,0 | 2,3 |
Таблица 3. Значения а3 в зависимости от Продолжительности работы инструмента после Заточки и угла встречи (по Ф. М. Манжосу)
| Величина угла встречи φ, груд | Значение а зпри длительности работы инструмента, ч | |||||||
| 0,5 | ||||||||
| 1,1 | 1,2 | 1,3 | 1,42 | 1,5 | 1,57 | 1,6 | ||
| 1,14 | 1,24 | 1,4 | 1,55 | 1,65 | 1,78 | 1,86 | ||
| 1.20 | 1,30 | 1,52 | 1,73 | 1,88 | 2,1 |
В табл. 4 приведены значения удельной работы резания, которые выведены на основании опытных данных, полученных при продольно-торцовом фрезеровании только что заточенными резцами заготовок из древесины сосны влажностью 10... 15%, при глубине фрезерования 3... 6 мм.
Таблица 4. Значения Кт при продольно-торцовом фрезеровании
| Средняя толщина стружки е ср, мм | Величина К т Дж/см3, при угле φ, град | ||||||
| 0,05 | |||||||
| 0,10 | |||||||
| 0,15 | |||||||
| 0,20 | |||||||
| 0,25 | |||||||
| 0,30 | |||||||
| 0,40 | |||||||
| 0,50 | |||||||
| 0,70 |
Промер. Определить удельную работу, мощность и скорость резания при проддльно-торцовом фрезеровании заготовок из древесины дуба толщиной b = 60 мм, влажностью 10%. Частота вращения фрезы n = 6000 об/мин, ее диаметр D -=110мм, число зубьев z = 6, продолжительность работы после заточки 60 мин. Скорость подачи заготовок U = 16,м/мин. Толщина снимаемого cлоя древесины h = 3 мм. Угол δ = 65°, угол φ = 15°.
Решение. 1. Вычисляем среднюю толщину стружки е ср:
е ср = u z. h . 360 / 2πRφ
uz = U – 1000 / zn = 16 . 1000 / 6 . 6000 = 0,44
φ = arcsin R – C / R – arcsin a / R;в нашем случае С = 0, a = R – 3, следовательно:
φ = arcsin 1 – arcsin R – 3 / R= 90 – 72 = 18°,
Подставляя полученные данные в. уравнение для определения е ср, получим:
е ср = 0,44 . 3 . 0,08 / 6,28 . 55 . 18 мм.
По табл. 5 находим, что е ср — 0,08 мм.соответствует К т = 35 Дж/см3.
2. Пользуясь табл. 2 и 3, находим поправочные коэффициенты. При δ = 65°, φ = 15°, а δ = 1,4
По табл. 3 определяем, что при работе резцов в течение часа при φ = 15° а з=1,21, аn для древесины дуба принимаем равным 1,5.
3. Определяем удельную работу резания:
К = К т а n a δ a 3= 35 • 1,5 • 1,4 • 1,21 = 89 Дж/см3.
4. Мощность резания равна
N = KhbU / 60 = 89 . 3 . 60 . 16 /60 = 4200 Вт = 4,2 кВт.
5. Скорость резания равна
v = π Dn / 60 . 1000 = 3,14 . 110 . 6000 /60 . 1000 = 34,5 м/с.
Факторы, влияющие на удельную работу резания
Направление резания. Древесина имеет различные свойства в трех взаимно перпендикулярных плоскостях — торцовой, радиальной и тангентальной. Это обусловливает различную сопротивляемость древесины резанию в разных направлениях относительно расположения волокон. Например, при одних и тех же условиях.обработки заготовок-из древесины сосны в случае торцового ре-, зания удельная работа равна 17,5 Дж/см3, при продольном — 5 Дж/см3, при поперечном— 3 Дж/см3. Поэтому максимальная мощность затрачивается при торцовом; а минимальная – при поперечном резании.
Порода древесины. Свойства древесины разных пород различны, что обусловливает зависимость удельной работы от породы древесины. Если удельная работа для сосны при торцовом резании равна 17,5 Дж/см3, то три тех же условиях резания для древесины березы она будет равна 28,5, древесины дуба – 31,5 Дж/см3. Следовательно, при одной и той же мощности станка производительность при обработке сосновых заготовок будет выше, чем при обработке заготовок из древесины дуба или березы.
Влажность древесины. Чем больше влажность древесины, тем меньше ее сопротивление разрушению и ниже упругость. Одновременное влияние этих двух факторов на процесс резания приводит к некоторому уменьшению удельной работы при продольном и поперечном резании; удельная работа при торцовом резании с увеличением влажности древесины изменяется незначительно.
Толщина стружки. С увеличением толщины стружки удельная работа резания уменьшается. Следовательно, чем толще стружка, тем меньше величина удельной работы резания, и наоборот.
Углы резания. С увеличением угла резания δпри одном и том же значении заднего угла α удельная работа значительно возрастает. Как показали исследования, если угол резания изменяется от 45 до 90°, то удельная работа резания возрастает в два раза. Это объясняется увеличением работы, затрачиваемой на деформацию древесины передней гранью резца.
При увеличении заднего угла α в известных пределах удельная работа резания уменьшается; если величина его приближается к нулю, то резание становится почти невозможным из за большого контакта задней грани резца с деформированной древесиной. С увеличением заднего угла α уменьшается угол (заточки) заострения β, а это приводит к быстрому затуплению режущего инструмента и, следовательно, к возрастанию удельной работы резания. Оптимальные значения угловых параметров резцов приведены в табл. 5.
Таблица 5. Оптимальные угловые параметры резцов (по А. Л. Бершадскому)
| Инструменты | α | β | γ | δ |
| Продольно-фрезерные | 10…15 | 35…40 | 45…35 | 45…55 |
| Фрезерные | 10…15 | 35…40 | 45…35 | 45…55 |
| Круглые пилы для продольного распиливания | 15…20 | 35…40 | 45…35 | 45…55 |
Степень затупления резца. Лезвие резца не представляет собой линии пересечения его передней и задней граней, как это нам кажется при осмотре невооруженным глазом. В действительности уже при заточке кончик резца надламывается или загибается абразивным инструментом. При работе рарец выкрашивается и истирается, т. е. затупляется. По мере затупления резца удельная работа резания повышается и, кроме того, уменьшается точность обработки.
С увеличением поверхностей резания, т.е. с переходом открытого резания к закрытому, удельная работа резания увеличивается в связи с возникновением дополнительных сил трения стружки о древесину и изменением характера деформации стружки.
Скорость резания. При увеличении скорости резания от 30 до 50—60 м/с удельная работа резания уменьшается, но дальнейшее повышение скорости резания вызывает ее увеличение. Это явление объясняется в основном возрастанием сопротивления древесины разрушению при больших скоростях.
Способы резания
К основным способам механической обработки древесины, в процессе которых происходит резание с образованием стружек, относятся пиление, строгание, фрезерование, сверление и шлифование.
Пиление (рис. 12, а) – это способ разделения древесины многорезцовым инструментом пилой на отдельные заготовки или детали. Резание закрытое.
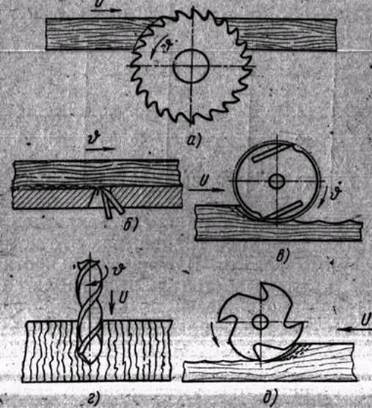
Рис. 12. Способы резания древесины:
а – пиление, б – строгание, в, д – фрезерование, г – сверление
Строгание (рис. 12,6)—обработка плоскости заготовок прямолинейно движущимися относительно нее ножами. Применяется для удаления неровностей' с поверхности древесины, предварительно обработанной вращающимися резцами (получение строгано шпона, стружки и дранки).
Фрезерование (рис. 12, в, д) <—_ способ обработку деталей, в процессе которого вращающимися резцами при высокой скорости резания снимается серповидная стружка. Применяют его для образования базовых поверхностей у заготовок (фуговальные станки); для одновременной прямолинейной и профильной обработки заготовок с двух, трех и четырех сторон (рейсмусовые и четырехсторонние продольно-фрезерные станки); для профильной и прямолинейной обработки криволинейных заготовок (фрезерные, копировально-фрезерные и специальные станки); для зарезки шипов и проушин (шипорезные и фрезерные станки).
Сверление (ряс. 12, г)— способ обработки древесины вращающимися резцами _с целью образования в ней цилиндрических отверстий. Ось отверстий совпадает с осью вращения инструмента. В процессе сверления отдельные волокна одного и того же слоя древесины срезаются с различной скоростью: с минимальной возле центра вращения сверла и с максимальной
наиболее удаленными от центра вращения режущими кромками. В точках, совпадающих с центрами сверла, скорость резания равна нулю.
Шлифование — способ обработки древесины резцами из абразивных зерен, закрепленных на бумажной или полотняной основе. Шлифованием снимают незначительные слои древесины для удаления с ее поверхности неровностей.

