 2015-03-27
2015-03-27 2167
2167Главное движение - шпиндель и планшайба получают вращательное движение В1.
Привод главного движения. От электродвигателя М1 через коробку скоростей iv движение передается или на полый (фрезерный) шпиндель ф.ш. (В2) по цепи М1-iv-1-4 или на шпиндель планшайбы ш.п. (В3) по цепи М1-iv-1-5. С фрезерного шпинделя вращение передается на расточной шпиндель (В1), с которым он соединен по скользящей посадке.
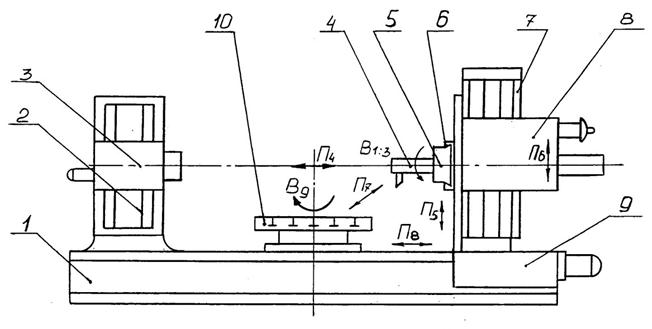 |
Рис. 3.5. Универсальный горизонтально-расточной станок: 1 – станина, 2 – задняя стойка, 3 – люнет, 4 – расточной шпиндель, 5 – радиальный суппорт, 6 – планшайба, 7 – передняя стойка, 8 – шпиндельная бабка, 9 – привод, 10 – стол.
Движение подачи: осевая подача шпинделя П2; радиальная подача расточного суппорта планшайбы П3, продольная и поперечная подачи стола (П4; П5), вертикальная подача шпиндельной бабки П6. При нарезании резьбы резцом (в крайне редких случаях), закрепленным на расточном шпинделе, коробка скоростей iv соединяют с коробкой подач 3 с помощью гитары сменных колес iг.
Цепь подач (см. рис. 3.7.).Движения подач (кроме П9 и иногда П7) заимствуются от электродвигателя М2. Суппорт планшайбы (плансуппорт) осуществляет движение радиальной подачи (П5) с помощью двигателя М2.
М2 - 7 - is - 8 – iдиф. - z1/z2 - z2/z3-iкон - Ррейки
Чтобы понять необходимость дифференциала, рассмотрим взаимодействие звеньев без него. При выключенном приводе (двигателе М2) колеса z1 и z2, свободно сидящие на шпинделе планшайбы (ш.п.), неподвижны. При вращении планшайбы колесо z3 совершает планетарное движение, обкатываясь по неподвижному колесу z2 и вращаясь вокруг своей оси. Радиальный суппорт придет в движение при выключенном двигателе подачи, что недопустимо. Наличие дифференциала позволяет колесу z2 вращаться синхронно с планшайбой при выключенном приводе двигателе М2. Вследствие этого нет обката колеса z3 по колесу z2, они вращаются как единое целое и суппорт не получает радиального движения при отключенном двигателе М2.
Цепь продольной подачи стола: (П8) М2-is-12-P3.
Движение осевой подачи выдвижного (расточного) шпинделя (ш. р.): М2-7-is-8-9-Р1.
При нарезании резьбы связывают вращение выдвижного шпинделя с его осевым движением или вращение планшайбы с продольным перемещением стола по цепи:
M1-iv-1-(5;4)-10-iгит-11-2-7-is-8-9-Р1
Цепь вертикальных подач шпиндельной бабки П6: М2-7-2-is-3-P2
Цепь поперечных подач стола П7 : М3-zi-P4
Цепь круговых подач В9: М3-zi-i4-z5-z6
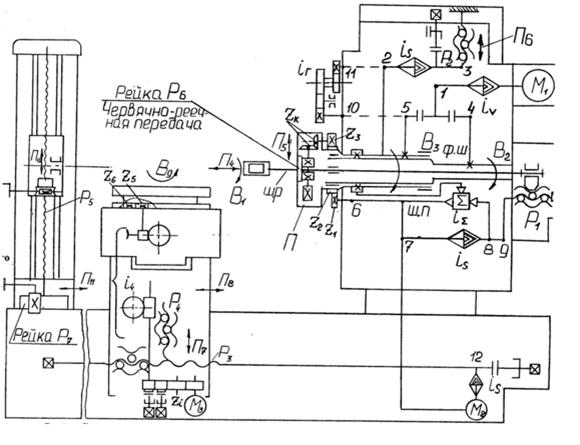
Рис. 3.7. Кинематическая схема универсального горизонтально-расточного станка.
Изучить самостоятельно: Многошпиндельные станки (Колев стр. 54...56), Координатно-расточные станки (2 стр. 57), Алмазно-расточные станки (2 стр. 59...60).
4. СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ. ОБЩИЕ СВЕДЕНИЯ
Фрезерные станки предназначены в основном для обработки наружных и внутренних поверхностей различного профиля с помощью фрез. Возможна обработка прямых и винтовых канавок, резьб и зубчатых колес. Главным движением является вращение фрезы, а движение подачи – относительное перемещение фрезы и заготовки.
Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола.
Размер стола можно определить по последней цифре в обозначениях фрезерных станков:
| 6Н10-6Н80Г | 200Х800 | |
| 6Н11-6Н81Г | 250Х1000 | |
| 6Н12П-6Н82 | 320Х1250 | |
| 3 | 6Н13П-6Н83 | 400Х1600 |
| 6Н14-6Н84Г | 500Х2000 |
Классификация фрезерных станков. Фрезерные станки делятся на две основные группы: станки общего назначения и специализированные.
Станки общего назначения:
- консольно-фрезерные станки (горизонтально-фрезерные, вертикально-фрезерные и широкоуниверсальные);
- бесконсольные (вертикальные и горизонтальные);
- продольно-фрезерные;
- фрезерные, непрерывного действия (карусельные и барабанные);
Специализированные станки:
- шпоночно-фрезерные
Основные параметры и присоединительные размеры фрезерных станков приведены в ГОСТ 21610—82. Вертикально-фрезерные станки делятся на две группы: консольно-фрезерные и бесконсольно-фрезерные.
Станки консольного исполнения (рис. 4 а) имеют меньшую массу и занимают меньшую площадь по сравнению со станками других типов. Недостатком станков данной компоновки является невысокая жесткость вследствие консольной компоновки, и это делает их в варианте с ЧПУ малоперспективными [12].
В бесконсольных станках вертикальное перемещение имеет фрезерная головка (рис. 4 бив). Крестовый стол перемещается по осям X' и У, он установлен на массивном основании, благодаря чему станки такого типа обладают повышенной, по сравнению с консольными, жесткостью. Станки выпускают в вертикальном и горизонтальном исполнении.
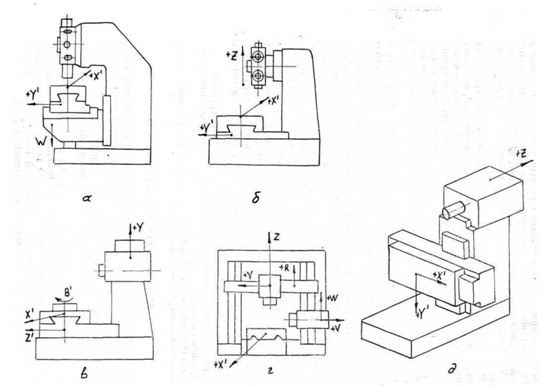
Рис. 4. Компоновка фрезерных станков: а – вертикально-фрезерные консольные станки с револьверной головкой; б - вертикально-фрезерные станки с крестовым столом и револьверной головкой; в - горизонтально-фрезерные станки с крестовым поворотным или не поворотным столом; г – продольно-фрезерные станки с неподвижным порталом, с неподвижной или подвижной поперечиной; д – широкоуниверсаный инструментальный фрезерный станок.
4.1 КОНСОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
Консольно-фрезерные станки подразделяют на: горизонтальные и вертикальные,
универсальные и широкоуниверсальные (см. рис. 4.1.).
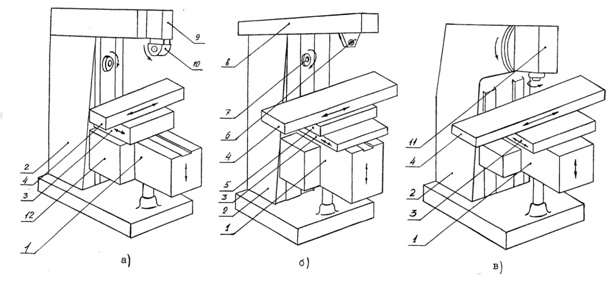 Рис. 4.1. Консольно-фрезерные станки:
Рис. 4.1. Консольно-фрезерные станки:
а – широкоуниверсальные; б – горизонтальный универсальный; в – вертикальный.
1 – консоль; 2 – станина; 3 - салазки; 4 – продольный стол; 5 – поворотная плита; 6 – серьги; 7 – шпиндель; 8 – хобот; 9 – дополнительная шпиндельная головка; 10 – накладная фрезерная головка; 11 – шпиндельная головка; 12 – коробка подачь.
На фундаментной плите установлена станина 2 с вертикальными направляющими. По вертикальным направляющим перемещается консоль 1. На консоли выполнены горизонтальные направляющие, по которым движутся салазки 3,несущие стол 4, на котором закрепляют заготовку.
Консольные горизонтальные универсальные станки (рис. 4.1 б) отличаются тем, что на салазках 3установлена промежуточная поворотная плита 5, по горизонтальным направляющим которой перемещается стол 4. Стол можно повернуть вокруг вертикальной оси на 45°. Шпиндель 7 станка расположен горизонтально, а на станине 2 смонтирован хобот 8, несущий поддерживающую серьгу 6. Фрезу или набор фрез закрепляют в оправке, один конец которой устанавливают в шпиндель, а другой - в отверстие серьги. Станки, не имеющие поворотной плиты, называются простыми, в отличие от универсальных.
Широкоуниверсальные горизонтально-фрезерные станки (рис 4.1а) отличаются наличием дополнительной шпиндельной головки 9, смонтированной на выдвижном хоботе. Головка может поворачиваться на любой угол в вертикальной плоскости. Еще большую универсальность станку придает наличие накладной фрезерной головки 10 со шпинделем, поворачивающимся в горизонтальной плоскости. В этих станках отсутствует поворотная плита.
Вертикальный консольно-фрезерный станок отличается от горизонтально-фрезерного вертикальным расположением оси шпинделя поз. 11 и строится обычно на одной базе с ним, имея много унифицированных деталей и узлов. Шпиндельная головка может поворачиваться в вертикальной плоскости. В некоторых конструкциях станков этого типа шпиндель имеет осевые перемещения.

