 2015-03-27
2015-03-27 975
975Температура нагрева охватывающей детали не должна превышать 350 °С, так как дальнейшее ее увеличение ведет к снижению твердости и появлению оксидной пленки. Нагрев детали осуществляется в электропечах, масляных ваннах, индуктивным способом (местный нагрев). Температура охлаждения охватываемой детали, рассчитанная по формуле (8.2), обеспечивается: твердой углекислотой - 78,5 °С, жидким кислородом - 182,5 °С, или жидким азотом - 195,8 °С. Для одних и тех же сопрягаемых деталей прочность поперечно-прессовых соединений в 2 - 3 раза выше, чем продольно-прессовых. Это объясняется тем, что неровности поверхности (макроотклонення, волнистость и шероховатость) в процессе сборки не срезаются, а пластически деформируют, взаимно охватывая друг друга.
Поперечно-прессовая сборка обычно применяется для диаметров сопрягаемых деталей более 40 мм.
Гидропрессовая сборка производится под давлением масла на охватывающую деталь. Масло, как правило, подается через осевое и радиальные отверстия в охватываемой детали.
В настоящее время уже применяется комбинированный способ сборки, сущность которого заключается в том, что продольно-прессовая сборка осуществляется одновременно с гидр о прессовой.
Дальнейшее развитие гидропрессовой сборки привело к разработке нового ее способа сборки с торцовым подводом смазки (рис. 8.4).
Большим преимуществом гидропрессов ого способа сборки соединений с натягом является возможность их неоднократного демонтажа без повреждения сопрягаемых поверхностей.
Недостатком является усложнение конструкции сопрягаемых деталей.
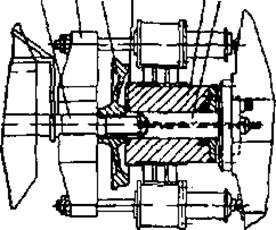
Рис. 8.4. Схема гидропрессовой сборки колесной пары:








