 2015-03-08
2015-03-08 2171
2171Сварка является основным способом получения неразъемных соединений в машиностроении. Сваркой называют процесс получения неразъѐмных соединений посредством установления межатомных связей между соединяемыми деталями, при их местном или общем нагреве или пластическом деформировании.
Существует несколько видов сварки. Наибольшее распространение получила дуговая электросварка, которая состоит в том, что место сварки двух деталей расплавляется до жидкого состояния электрической дугой и при этом добавляется расплавленный металл электрода или проволоки. После остывания расплавленного металла в месте соединения двух деталей образуется сварной шов.
ГОСТ 2601-74 устанавливает терминологию для всех видов сварки, ГОСТ 2.312-72 – условные изображения и обозначения швов сварных соединений.
Различают следующие виды сварных соединений (рис. 4.12):
– стыковое;
– тавровое;
– угловое;
– нахлѐсточное.
Сварные швы классифицируются по протяженности на непрерывные, прерывистые и точечные.
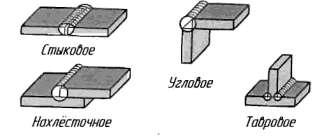
Рис 4.12 – Сварные соединения
Швы могут быть односторонними и двусторонними. Характер выполнения шва зависит от толщины свариваемых деталей.
На чертежах видимый шов сварного соединения изображают сплошной основной линией (рис.4.13), невидимый шов – штриховой линией.
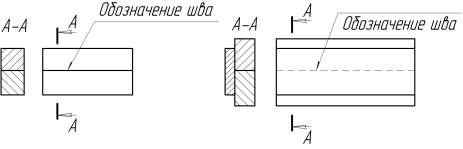
Рис. 4.13 – Изображение видимости сврного шва
Для указания места расположения шва сварного соединения применяют ли-нию-выноску с односторонней стрелкой, которая выполняется сплошной тонкой линией. Наклон линии-выноски к линии шва рекомендуется выполнять под углом 30...60°. Линия-выноска заканчивается горизонтальной полкой, на которой проставляются обозначения шва сварного соединения.
В сварных соединениях различают лицевую и оборотную сторону шва. За лицевую сторону одностороннего шва принимают сторону, с которой производят сварку. За лицевую сторону двустороннего шва с несимметрично подготовленными кромками деталей принимают сторону, с которой производят сварку основного шва, а с симметрично подготовленными кромками – любую сторону.
Условное обозначение шва наносят на полке линии-выноски, проведенной от изображения шва с лицевой стороны или под полкой линии-выноски, проводимой от оборотной стороны.
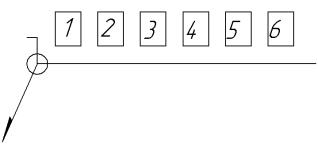
Рис. 4.14 – Структура обозначения сварного шва
1 - обозначение стандарта на типы и конструктивные элементы швов; 2 - бу-квенно-цифровое обозначение шва; 3-условное обозначение способа сварки; 4 - знак и размер катета; 5 - размер дли-ны привариваемого участка, знаки рас-положения швов, если швы прерыви-стые, и т.п.; 6 - вспомогательные знаки
Структура условного обозначения стандартного шва для ручной дуговой свар-ки приведена на рис.4.14. Вспомогательные знаки показаны на рис.4.17.
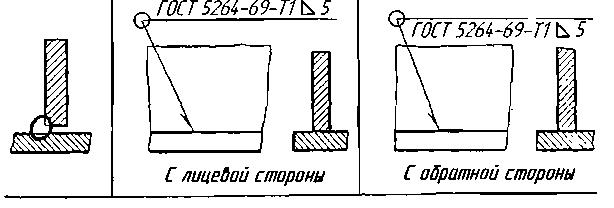
Шов таврового соединения без скоса кромок, односторонний, выполняемый злектродуговой ручной сваркой по замкнутой линии, катет шва 5мм
Рис. 4.16 – Пример условного обозначения шва по соответствующему стандарту
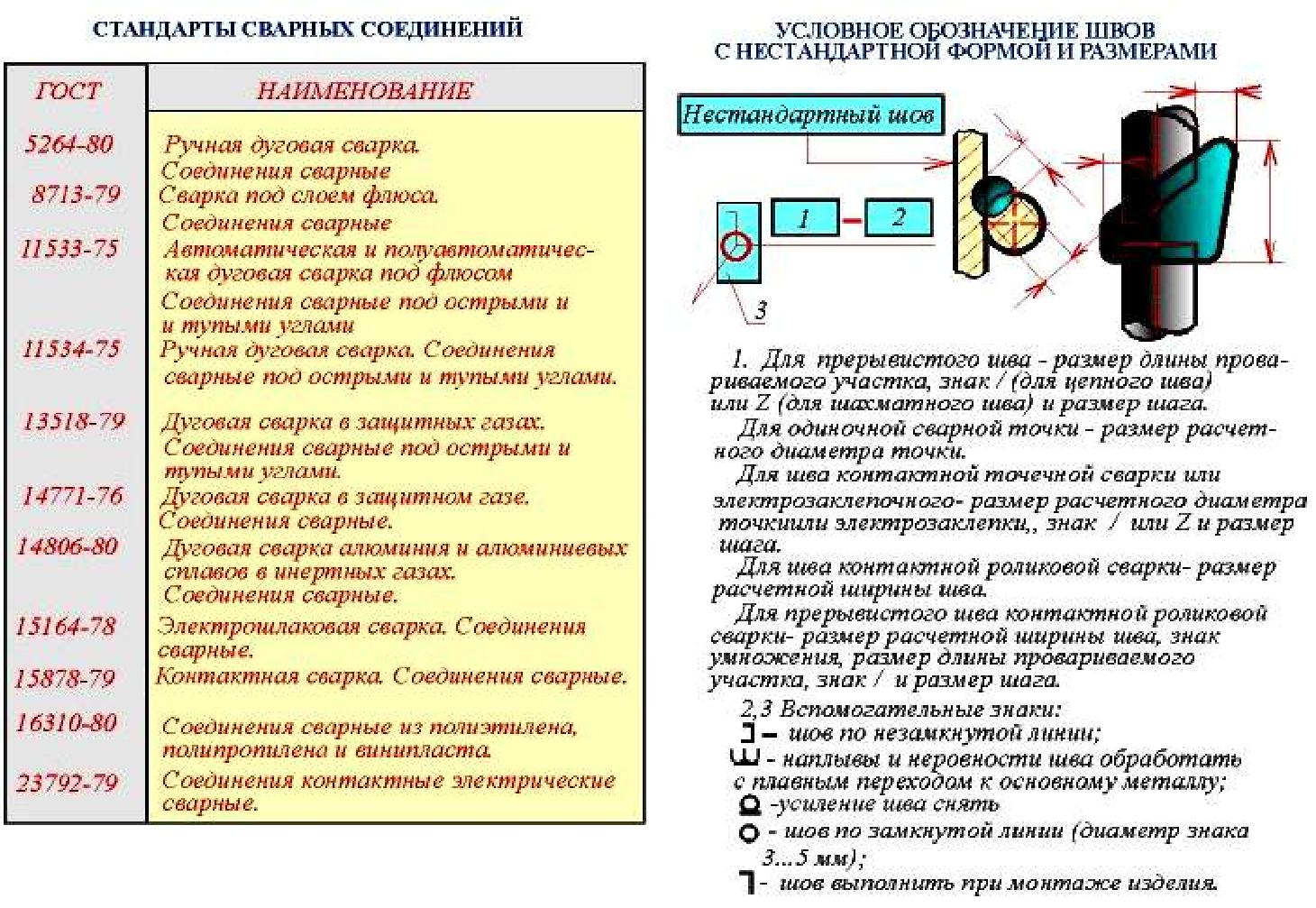
Рис. 4.17 – Стандарты сварных соединений

