 2015-04-01
2015-04-01 775
775Зубодолбёжный станок предназначен для нарезания цилиндрических колес с прямыми и косыми зубьями как наружного, так и внутреннего зацепления в условиях индивидуального и главным образом серийного производства. Станок приспособлен для нарезания блоков шестерен. При наличии дополнительных приспособлений на станке можно также нарезать рейки. Станок может быть использован для чернового и чистового нарезания зубьев.
Основные узлы станка (рисунок 1): нижняя часть станины; делительная гитара; верхняя часть станины; кривошипно-шатунный механизм привода шпинделя с долбяком; шпиндельная головка; механизм радиальной подачи шпиндельной головки; стол.
Движения в станке. Движение резания — прямолинейное возвратно-поступательное движение шпинделя с долбяком. Движения подач — вращение долбяка относительно своей оси (круговая подача) и радиальное перемещение шпиндельной головки в период врезания (радиальная подача). Движением деления и обкатки является согласованное движение стола с заготовкой. Вспомогательные движения — отвод стола с заготовкой от долбяка в момент его обратного хода и быстрое установочное вращение стола с заготовкой. К вспомогательным движениям следует отнести также движение счетного механизма для автоматического выключения станка.
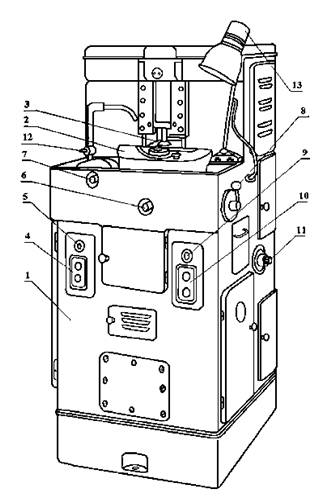
Рисунок 1 – Общий вид зубодолбёжного станка
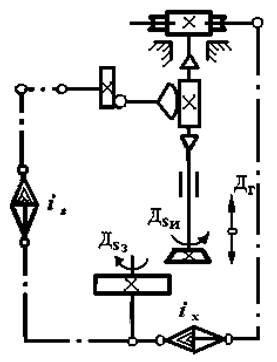
Рисунок 2 – Структурная схема зубодолбёжного станка
Кинематика станка (рисунок 3). Привод главного движения состоит из электродвигателя, ременной передачи, четырёхступенчатой коробки скоростей, кривошипно-шатунного и реечного механизма.
Привод движения подач: состоит из вала коробки скоростей, цепной передачи, червячной передачи, конического реверса, гитары сменных колёс а-б, червячная передача задаёт вращение шпинделю с долбяком и также состоит из вала коробки скоростей, цепной передачи, гитара сменных колёс a1-b1-c1-d1, коническая передача, две червячные передачи и вращение кулачка К1.
Привод движение деления и обкатки состоит из вала гитары движения подач, конической передачи, гитары сменных колёс a-b-c-d, червячная передача задаёт вращение столу станка с заготовкой.
Станки со сложными формообразующими движениями, помимо геометрической точности, должны обладать кинематической точностью.
Под кинематической точностью понимают точность сохранения заданных отношений скоростей движения исполнительных звеньев станка, участвующих в создании какого-либо сложного формообразования. При изготовлении новых станков, а также и при ремонте необходимо знать кинематические ошибки. Поэтому стандартами предусмотрены проверки токарно-винторезных, токарно-затыловочных, зуборезных, резьбонарезных и резьбошлифовальных станков.
Для проверки кинематической точности механизмов станков применяют приборы, которые позволяют установить изменение передаточного отношения, возникающего из-за погрешностей зубчатых передач.
В практике применяют различные типы измерительных приборов. Рассмотрим один из них, основанный на магнитоэлектрической записи (рисунок 4).
Прибор измеряет сдвиг электрических фаз сигналов, поступающих с датчиков 1 и 2, установленных на концах проверяемой кинематической цепи. Один датчик (1), устанавливают на входном валу, вращающемся с большой частотой. На выходном валу устанавливают другой датчик (2). Датчики 1 и 2 находятся в контакте с дисками. Число магнитных волн на дисках соответствует передаточному отношению проверяемой передачи. В каждом датчике имеются магнитофонные головки, с помощью которых можно записывать магнитоэлектрические сигналы. Сдвиг по фазе обоих считываемых сигналов улавливается фазометром 3 и записывается осциллографом 4. Метод позволяет измерять относительную погрешность до 10-7.
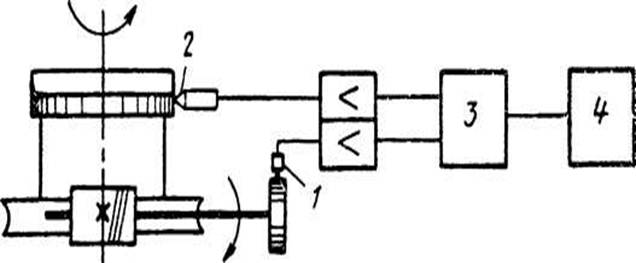
Рисунок 4 – Схема измерения кинематической точности станков








