 2015-05-18
2015-05-18 884
884Для герметизации литейных форм целесообразно применять эти-ленвинилацетатную пленку (сэвилен) толщиной 0,075—0,1 мм.
Наилучшее качество стальных отливок обеспечивается при использовании кварцевого песка марок 1К016 А и Б и 1К01 А и Б. Для чугунного и цветного литья рекомендуются пески 1К01 А и Б и 1К0063 А и Б. Массовая доля пылевидной фракции в кварцевом песке не должна превышать 5 %, а содержание влаги не должно быть более 0,1%.
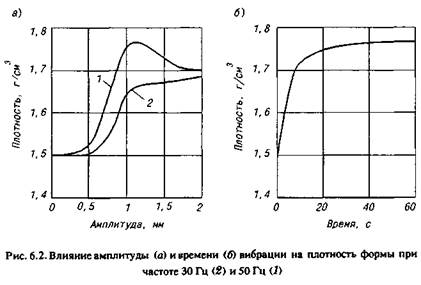
При вакуумно-пленочном литье одной из важных характеристик, определяющих качество отливки, является плотность формы, которая зависит от частоты, амплитуды и времени вибрации песка при его уплотнении (рис. 6.2).
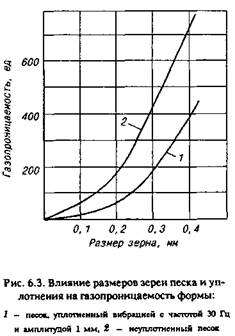
Газопроницаемость формы связана с зернистостью песка, она понижается по мере его уплотнения (рис. 6.3). Газопроницаемость уплотненной формы примерно в два раза ниже, чем неуплотненной.
Пригар при вакуумно-пленочной формовке предотвращают, нанося на форму быстросохнущие краски. В составы красок входят цирконо-
вый или дистен-силлиманитовый концентрат (для отливок из стали и медных сплавов) либо пылевидный кварц или тальк (для чугунных и алюминиевых отливок).
В качестве связующего для всех видов отливок применяют поливинилбутираль, поливинил-ацетатную дисперсию, а в качестве растворителя — гидролизный этиловый спирт.
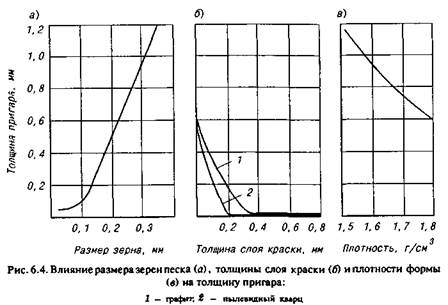
Если форму не окрашивать, то на стальных отливках может появляться пригар, толщина слоя которого зависит от размеров зерна огнеупорного песка и плотности формы. На рис. 6.4 представлены зависимости толщины пригара, образующегося при литье стальных пластин, от размеров зерна (а), толщины слоя краски (б) и плотности формы (в). Формы изготавливались из кварцевого песка с размером зерна 0,2 мм, уплотнение формы продолжалось три секунды при частоте вибрации 40 Гц и амплитуде 1 мм.
Жидкотекучесть металлов, в частности серого чугуна, в вакуумно-пленочных формах несколько выше, чем в обычных сухих песчаных формах (рис. 6.5).








