 2015-05-18
2015-05-18 1034
1034Вакуумно-пленочное литье имеет ряд преимуществ перед другими технологиями Отпадает необходимость в применении связующих материалов, исключается операция выбивки, регенерируется почти весь песок, улучшаются условия труда и экологические характеристики, удачно решаются вопросы механизации и автоматизации литейных процессов, не требуются квалифицированные рабочие-литейщики
Однако метод не лишен существенных недостатков Он подходит только для изготовления отливок сравнительно простой конфигурации,
преимущественно плоских. Затраты энергии несколько выше, чем при литье в обычные песчаные формы, так же, как и затраты на изготовление литейной оснастки.
На рис. 6.8 показаны отливки, изготовленные методом вакуумно-пленочной формовки.
Глава 7 ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Литье по выплавляемым моделям, широко применяемое в машиностроении при изготовлении тонкостенных сложных по конфигурации отливок, является наиболее распространенным методом получения мелких художественных отливок. Этот метод имеет долгую историю. Хорошо известны примеры литья пушек, колоколов, скульптуры с применением моделей, изготовленных из воска.
Технология литья по выплавляемым моделям имеет ряд специфических особенностей:
модель служит для получения только одной отливки, потому что вытапливается в процессе изготовления формы;
металл заливают в тонкостенные неразъемные формы, получаемые путем нанесения огнеупорного покрытия на модель, сушки покрытия, удаления (вытапливания) модели и последующего прокаливания формы;
формовочная смесь представляет собой суспензию, состоящую из мелкозернистого огнеупорного материала и связующего раствора;
применение мелкозернистых пылевидных огнеупорных материалов обеспечивает очень высокое качество поверхности отливки;
высокая точность отпечатка модели достигается путем повышения температуры заливаемого металла, что требует использования высокоогнеупорных формовочных и связующих материалов.
Шероховатость поверхности отливок зависит от их толщины и некоторых особенностей технологии.
Так, при создании восстановительной атмосферы в форме во время заливки металла высота микронеровностей на поверхности стальных отливок толщиной от 10 до 40 мм снижается с 10—160 до 5—80 мкм.
Схема изготовления по выплавляемым моделям мелких деталей в условиях крупносерийного и массового производства представлена на рис. 7.1.
Восковые модели изготавливают в многоместной пресс-форме на специальном пресс-автомате (рис. 7.1, а), а затем собирают припаива-нием в модельный блок с общей литниковой системой (рис. 7.1, б).
На модельный блок наносят огнеупорную суспензию (рис. 7.1, в), состоящую из связующего раствора (как правило, на основе этилсили-ката) и огнеупорного порошка.
Для укрепления суспензионного слоя его обсыпают кварцевым песком или крошкой другого огнеупорного материала (рис. 7.1, г), после чего просушивают. На блок наносят несколько слоев.
Модель удаляют из керамической оболочки выплавлением, растворением или выжиганием (рис. 7.1, д).
Оболочку прокаливают для удаления остатков модельного состава и других органических веществ (рис. 7.1, е).
Если прочность оболочки недостаточна, ее перед прокаливанием заформовывают в огнеупорный наполнитель.
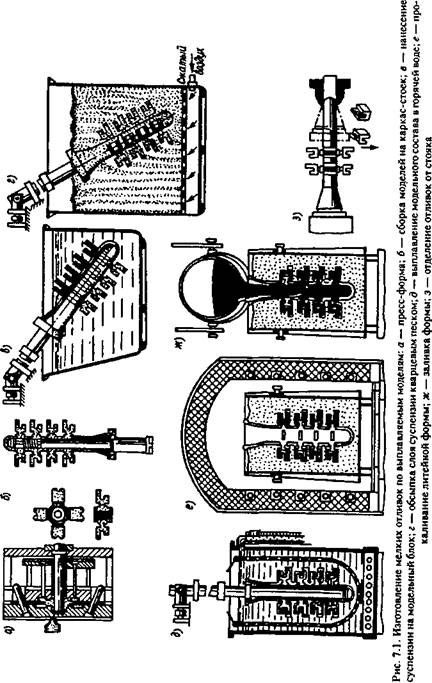
После заливки и затвердевания металла блок очищают от огнеупорной оболочки, а отливки отделяют от литниковой системы (рис. 7.1, ж, з).
В машиностроении литье по выплавляемым моделям получило интенсивное развитие в середине XX века благодаря успехам в области химии силикатов. Восковые модели машиностроительных отливок получают в металлических, пластмассовых и гипсовых пресс-формах, изготовленных по чертежам.
При создании уникальных, не подлежащих воспроизведению художественных отливок скульптор изготавливает из специального воска модель, которая в процессе изготовления керамической оболочки вытапливается. После прокаливания оболочки в нее заливается металл, который точно воспроизводит восковую фигуру.
Примером индивидуального изготовления крупной отливки по выплавляемой модели является памятник Минину и Пожарскому (см. гл. 1).
Если же художественную отливку предполагается изготавливать не в единственном экземпляре, а с авторской модели из пластилина, воска, дерева, гипса и т. п., то с нее снимают каучуковый или гипсовый слепок, который в дальнейшем служит пресс-формой для получения восковых моделей.








