 2015-05-10
2015-05-10 445
4451,2,3.См.п.1,2,3ипримечаниекнимвлаборатор-
ной работе№ 5.
4. Рассчитатьнеполноеоперативноевремянакаждый переходоперации и режимсварки.
4.1. Для слесарных, разборочно-сборочных, кузнеч- ных,термическихи малярныхработнайтипотаблицам нормативов[13, 14]
оперативноевремя t” ОП наединицупараметраоснов- нойработы(1мм,1кг,1дм2 ит.д.)ипоправочныйкоэф- фициентнаизменение условийработы(отличающихсяот табличных).
Рассчитатьнеполноеоперативноевремяна основную работуперехода(резку, опиливаниеметалла, окраскупо- верхностии т. п.) по формуле
t 'ОП = t ”ОП QK
где t” ОП — неполноеоперативноевремянаединицупара-
метраработыпонормативу, мин; Q— величинаосновного параметравыполняемойработы(мм,кг,дм2, шт.ит.п.); К— поправочныйкоэффициентна изменение условий работы.
Рассчитать t' ОП поостальнымпереходамипросумми-
ровать на операцию.
4.2.Пользуясьнормативнымиданными повидам сварки, назначить, а если необходимо, рассчитатьэлементы режимасваркивпоследовательности,установленнойтабл.
1 отчета(см. прилож. 8.).
5.Рассчитатьосновноевремясварки(на1пог.мшва,
мин).
5.1. Электродуговая:
t0= F γ60 / (α НI)
где F— поперечноесечениешва(валика),мм2(длярасчета F поперечноесечениешвапредставляютплощадью простой геометрическойфигуры —треугольника, прямоугольника, квадрата, сектора, пр.—или принимаютпо нормативу); γ — плотностьнаплавленногометалла, г/см3; αН — коэффициент наплавки, г/(А·ч); I — сила сварочноготока, А.
Примечание. Величинамассынаплавленногометалла может бытьпринятапо нормативам.
5.2. Газовая:
t0= (F γ / α Н) + t01n
где αН — коэффициент наплавки, г/мин; t 01 — основное
времянаразогревсвариваемыхкромок,мин; n —числора-
зогревов,определяемоечисломотдельныхучастковсварки и длиной сварочного шва (на каждый участок 1—2 разогре- ва).
6.Потаблицамнормативов[13,14]найтивспомога-
тельноевремя tB, мин.
а) для сварочныхработ:
tB1 —вспомогательноевремя,связанноеспереходом
(с длиной свариваемогошва на 1 пог. мшва),мин;
tB2 — вспомогательноевремя, связанноесо сваркой изделия, мин;
б)дляслесарных,разборочно-сборочных идругих ручных работ:
tB— вспомогательноевремя,связанноесустановкой, креплением (откреплениеми снятием) и измерениями дета- ли, мин.
7.Рассчитатьдополнительноевремянаоперацию t д,
мин.
а) оперативноевремя:
сварки t ОП= (t0 + tB1) L+ tB2, где L – длинашва, м;
других ручных работ (t ОП = t’ ОП + tB);
б) дополнительноевремя
tД= t ОП X /100 где Х— нормадополнитель- ного времени по нормативу,
%.
8,9,10.См.п.8,9,10
лабораторнойработы№ 5
-+\,0.
7. Подварить кромку.
8.Упрочнитьзонутермическоговлияниясобеихсто-
рон балки.
Ж. Снять балку.
2. Оборудованиеи инструмент: сварочныйпреобра- зователь ПС-300 (14кВт, 30 В;80—380 А;590 кг);кантова- тель,щитоксосветофильтромЭ-2, реверсивнаящеткаРЩ-
4 (Ø90 мм;
-1
Пример. Рассчитать норму
4500мин
),ножовкаслесарнаясполотном300мм,корд-
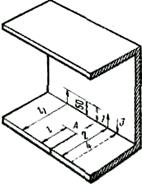 Рис.33.Эскиз подго- товки и заварки трещи- ны продольной балки рамы
Рис.33.Эскиз подго- товки и заварки трещи- ны продольной балки рамы
времени на ремонт продольной балки(лонжерона)рамыавтомоби-
ля ЗИЛ-130.
Деталь№2801014-Б,материал стальЗОТ,твердость НВ 220,предел
щетка, молоток с радиусомбойка 3 мм, клеймо.
3. Режимсварки:
Толщинаматериала—6мм.ЭлектродУОНИ13/55,Ø
4мм;ток130–150А,полярность—обратная,положение шва — нижнее (на сгибе профиля — вертикальное); ко-
прочностиσВ= 750 Н/мм3,масса 130 кг.
Дефект—усталостнаятрещина l =60ммнаполке
(ширинаполки 80 мм)(рис. 33).
Способремонта— ручнаяэлектродуговаясварка.
эффициентнаплавкиα H = 9 г/А •ч.
4. Неполноеоперативноевремянаслесарныеперехо-
ды.
Переход 1. Норматив [14, с. 261]:
Решение. 1. Составоперации:
резкасталитолщиной 6мм,σВ =400÷600Н/мм
при
А. Установитьбалкув кантователь.
1.Прорезатьтрещинуножовкойнадлину l1 =130мм
(с выходом на стенку).
2.Зачистить поверхность,прилегающую ктрещине,
по 20 ммсправаи слева, и с обеихсторон балки.
длинеразреза100—150 мм, t”ОП = 0,5 мин на10 ммрезки.
Уточнениепоусловиямработы:поправкапоσВ=750
Н/мм2, К1 =1,2;поправкананеудобныеусловияработыи сложность профиля К 2= 1,2
Примечание. 13— длинарезки в см.
Б. Повернуть балку внутренней поверхностью вверх.
см2
Переход2.Норматив[13,табл.IV,3.103]:зачистка1
поверхности,стальσВ = 600Н/мм2,шириназачистки
3. Наложить первый участокшва (см. рис. 33, поз. 1).
В. Повернуть балкуна 90°.
4. Наложить второй участок шва (поз. 2).
Г. Повернуть балкуна90°.
5. Наложить третий участокшва (поз. 3).
Д. Повернуть балкуна90°.
6. Наложить четвертый участокшва (поз. 4)
Е. Повернуть балкуна90°.
3,6—4,5 см,площадь до 80 см, t”ОП= 0,033мин.
Уточнениепоусловиямработы:поправкапоσВ=750
Н/мм, K 1 = 1,1, по сложностипрофиля К 2= 1,2.
t’ОП = 0,033 •(104) •1,1 •1,2 = 4,55мин.
Примечание. 104 — площадь зачистки, см2
Переход8. Норматив[13, табл. IV 3.113]: приплощади упрочнениядо0,2дм2, t”ОП =0,78мм,длясталиσВ=60 кгс/мм2.
Уточнениепоусловиямработы:поправкапоσВ=75
кгс/мм2, K 1==1,2,по сложностиработы K 2 = 1,45.
t’ОП = 0,78 •1,2 •1,45 = 1,41 мин.
5. Основноевремя сварки на I пог.м.
Переход3—7.Массунаплавляемогометалла(Q)на1
пог. мшва Принимаем по нормативу[З].
При сваркестали толщиной 6 ммвстык Q ==409 г
t0= 409•60/150 = 27,5 мин
6. Вспомогательноевремя.
6.1.Дляпереходовустановки(А)иснятия(Ж)балки
— 2,3 мин и 1,4 мин, соответственно[14, табл. 1451.
Дляпереходов,связанныхсосваркойбалки(Б,В,Г, Д, Е),провернуть5 разна90ºмассудо10 кг(коэффициент качениявопорахкантователя f =0,05), t B2 = 0,10• 5==0,5 мин [13, табл. IV. 3.2].
6.2.Вспомогательноевремя,связанноесдлинойсва-
риваемогошва [13, с.310),
t B1= t’ B1+ t” B1,
где t’ B1 — время,необходимоенаосмотриочисткусвари-
ваемыхкромок, мин (t’ B1= 0,3 минна 1 пог. м шва);
t” B1 —время,необходимоенасменуэлектрода,мин
(t” B1= 1,31мин):
t B1 = 0,3+ 1,31 = 1,61 мин.
7. Дополнительноевремя на операцию.
7.1. Оперативноевремясварки
t ОП.= (27,5 + 1,61) •0,266 + 0,5 = 8,23 мин.
Оперативноевремяслесарныхпереходов
t ОП.= 9,4 + 4.55 + 1.41 + 2,3 + 1.4 == 19,06.
Оперативноевремяоперации
t ОП.О = 8,23 + 18,06 = 27,29 мин.
7.2. Дополнительно время[13, с. 312]
t Д= 27,29•11/100 = 3,0
8.Штучное время
t Ш= 27,29+3,0 = 30,29
9. Подготовительно-заключительное время [ 13, с.
313] 4
Т п.з. = 27,29 •4/100 = 1,1 мин.
10. Норма времени на операцию
tH = 30,29 + 1,1 = 31,39 мин.
Задачи. Рассчитатьнормувремени на:
1. Заваркутрещины на крылеавтомобиля.
2. Окраску кабины автомобиля ЗИЛ-130 при капи-
тальномремонте.
3.ИзготовлениеипригонкуДРДприремонтеполака-
бины ЗИЛ-130.
4.Подготовкутрещиныдлязаваркинаблокецилинд-
ров ЗИЛ-130.
5.РемонтотверстияшкиваколенчатоговалаЗИЛ-130
с применениемэпоксидныхкомпозиций.








