 2015-05-10
2015-05-10 511
511Содержание работы: подготовка исходных данных, изучение основныхтехнических характеристик оборудова-ния, оснасткии инструмента, применяемых при выполне- нии операции; проектированиеи выполнениерасточной операции; определениемашинноговремении хронометраж выполняемойработы.
Основныесведенияпо конструктивно- технологическойхарактеристикегильзы, видахи характере дефектов приведены влабораторной работе№ 1.(Часть 1).
Оборудование и оснастка рабочего места: станок
2А78Н спринадлежностями,приспособлениедля установки и креплениягильзы,шкафдля инструмента, стойкамикро- метраС-1У, штатив Ш-П-Н (ГОСТ10197—70),резецпро- ходной с пластинкойВКЗМ, φ =45° (ГОСТ 18882—73), микрометр рычажныйМР-100 (ГОСТ4381—80), индика- торныйнутромерНИ 80-100 (ГОСТ868—72),штангенцир- кульШЦ-И-250-0,05(ГОСТ166—80),линейка300(ГОСТ
427—75), эталон шероховатости по чугуну.
Способы устранениядефекта(износ отверстия). В практикеремонтанаибольшее распространениеполучил способвосстановлениягильз обработкой подремонтный размер,которыйвключаетвсебярасточную ихонинговаль-ную операции.
Расточкапроизводится на вертикальныхалмазно- расточныхстанкахмоделей278,278Н,2А78Н имного- шпиндельныхполуавтоматах.
Станок2А78Н (рис. 19)предназначендля тонкого растачиванияцилиндров (гильз) автотракторныхдвигате- лей.
Станоквключаетв себяследующиеузлы:основание/, колонна 2, шпиндельнаябабка 3, шпиндель 4, коробкаско-ростей и подач 17.
Основнойбазовойдеталью,накоторой устанавлива-ются все остальные узлы станка, являетсяоснование. Оно выполненозаодноцелоесостолом,имеет сверхуприва-лочную плоскость,ккоторойкрепятсяколонна,коробка скоростейи подач. Внутри основаниярасполагаютсяэлек-тродвигатели.Направойстенке расположенвводной вы-ключатель, на передней— пультуправления станком.
По направляющимколонны ввертикальномнаправле-нии перемещаетсяшпиндельная бабка. Накронштейнахпе-редней стенки
колонны установленыходовойвинтишлицевойва- лик.В шпиндельнойбабкерасположенымеханизмыприво- дашпинделя, приводашпиндельнойбабкии ручныхпере- мещений.
С помощью кулачковоймуфтывозможноотключение шпинделяот кинематическойцепипривода,чтооблегчает вращениешпинделяотрукипри установкеицентрирова-нии обрабатываемыхдеталей.
Коробкаскоростейиподачобеспечиваетшпинделю
шестьчастотвращения,чтов сочетании с двухскоростным (переключательскоростейо на рис. 19) электродвигателем главного приводасоставляет 12различных скоростейвра-щенияшпинделяи четырерабочиеподачи.
Управление коробкойосуществляетсядвумя рукоят-ками:первая 10 предназначенадляпереключениячастоты вращенияшпинделя, вторая 9— дляпереключениявеличи- ны подач.
Настанке установленыдватрехфазныхкороткозамкнутых асинхронныхэлектродвигателя:
двухскоростной электродвигатель 1М главного дви-жения типаТ42/6-2-С1 мощностью 1,7/2,3кВт (1000/3000 об/мин, исполнениеМ301);
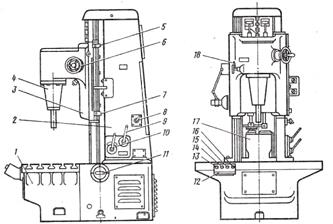
Рис.19.Узлыи органыуправлениястанком 2А78Н:
1—основание:2—колонна;3—шпиндельнаябабка;4—шпиндель;5,7
— кулачкивыключенияходашпиндельной бабки; 6—маховикручного перемещенияшпиндельнойбабки;8— переключательскоростей; 9— рукояткапереключениявеличинподач;10—рукояткапереключения
частотывращенияшпинделя;11–водныйвыключатель;12—пульт
управления; 13,14—кнопки ускоренногодвиженияшпиндельной бабки соответственно«Вверх»и«Вниз»;15—кнопка«Пуск»;16—кнопка
«Стоп»; 17—коробкаскоростейи подач; 18— рукоятка отключения шпинделя откинематическойцепи егопривод
электродвигательбыстрыхходов 2МтипаАОЛ2-12-6- С1 мощностью 0,6кВт (1000 об/мин, исполненияМ101). - Рабочеенапряжение380В всиловой цепи, 110 вцепи управления, 36 В — вцепи местногоосвещения.
Привыходерезцаиззоны резаниясрабатываетконце- вой выключатель, пускательобесточивается, электродвига- тель 1М отключается. Вращениешпинделя и рабочаяпода-чапрекращаются, включаетсядвигатель 2Д, осуществляется возвратшпиндельнойбабкивисходноеположениенабыст-
воротомручки кранавверх.
 Проверка центровки гильзы и установка резца.
Проверка центровки гильзы и установка резца.
ромходу.
Подостиженииверхнегоисходногоположениясраба-
тываетконцевойвыключатель,электродвигатель2Дотклю-
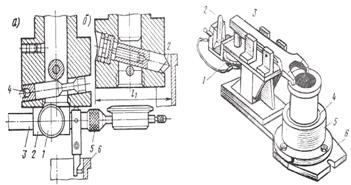
Рис.20.Резцоваяголовка станка2А78Нс приспособлениямидля центрирования гильз(а)и установкирезца (б)
Рис.21.Приспособлениедля установкии креплениягильз
чается.
Врезцовуюголовкушпинделя(рис.20, а) устанавли-
вают:
шариковую оправку 4 для грубой центровкив гладкое наклонное отверстиесдвумя фиксирующимирезьбовыми пробками;
индикаторный центроискатель для окончательного контролясоосностишпинделяи гильзы (в торцевоерезьбо- вое отверстие);
резец(рис. 20,б)вгладкоеотверстиесмикрометриче-скимвинтомдля установкивылетарезцасфиксирующей резьбовойпробкой. Ценаделениялимбамикрометрическо-го винта0,02 мм.
Приспособлениедля установкиикреплениягильзы (рис.21)состоитизоснования 6, корпуса5, центрирующего кольца 4, прижима 3 с пневматическимприводом 1 и крана управления 2.
Посадочнойповерхностью гильза устанавливаетсяв центрирующеекольцо приспособления.Вилкаприжимав этовремяотведенав сторонудо упора.Длякреплениягиль-зы вилкаприжима устанавливаетсянадверхнимторцом гильзы.Подачавоздухавкамеруприводапроизводитсяпо-
Гильзыустанавливаютв приспособление, которое крепится
настоле. Посколькуцентрированиеприспособленияпроиз- водитсяприналадкестанка,то учащиесяобязанытолько проконтролировать нормативнуювеличину
погрешности эксцентриситетаоси гильзы.
Эксцентриситетосейшпинделя и растачиваемогоот-верстиянедолжен превышать 0,03 мм. Соосностьдостига-ется при помощи шариковой оправки 4 (см. рис. 20, а) пред- варительнои приспособлениядля центрирования(оконча- тельно). Центрирование ведется по неизношеннойповерх-ности зеркалацилиндранаглубине3—4 ммот верхнего торца.
Перемещениерастачиваемойдеталив продольноми поперечномнаправленияхприцентрировании производится путемперемещенияприспособленияпо плоскости стола вручную.
Оправкувшпиндельустанавливаюттак(см.рис.20, а),чтобышаровойконецеенаходилсяот диаметрально противоположной стороны резцовой головки на расстоянии
l=(d+D)/2,
гдеd — диаметррезцовойголовки,мм;D — диаметрци-
линдранаглубине3—4ммотверхнеготорцагильзы(или поверхностиблока), мм.
Послезакрепленияоправки и проверкивеличины l микрометромшпиндель опускают на указанную глубинуи, поворачиваяего, центрируютгильзу.
Отцентрированноеприспособлениезакрепляют на столеболтамии прихватами. Точностьцентровкипроверя-ют при помощиприспособления (см. рис. 20, а), колодка2 которого ввинчиваетсяв торец резцовойголовки шпинделя. Шпиндель долженбытьотключеноткинематическойцепи его приводапри помощи рукоятки 18 (см. рис. 19). Упор 6 рычагаподводят к зеркалуцилиндра на глубине 3—4 мм, положениерычага 3 фиксируется винтом 1 и гайкой 5.
Шкалуиндикатора устанавливаютна «0» и поворотом шпинделянаодиноборотопределяютвеличинупогрешно-
— арабскимицифрами.
Посколькувремянавспомогательныепереходы (ус-тановить, снять деталь) в нормативахобъединено, то ив технологическойдокументацииэти работызаписываютсяв один переход. Например:
А.Установитьблокцилиндров,отцентрироватьиза-
крепить (открепить, снять).
Режим резанияприрастачивании (табл. 26). Режим резания должен обеспечитьвыполнение требований черте-жа(по шероховатостиповерхности, точностиразмера, формы и расположения), наивысшуюпроизводительностьи минимальную себестоимостьработы.
|
стицентрирования.Принеобходимостипроизводяткоррек-
тировкуположениягильзы.
Вылет l1 резца (см. рис. 20, б) регулируют при помощи винта1 с лимбом, ввинчиваемого в торец резца2.
Расстояние l1 от вершинырезца додиаметральнопро-тивоположной стороны резцовойголовки рассчитываютпо формуле l1=(l+D1)/2, где D1— диаметргильзы,мм,подко-
Обрабаты-ваемыйма- териал
 Чугун:
Чугун:
НВ 170-229
НВ 229-269
Глубина резания, мм
0,1—0,15
0,1—0,15
 торый должнобыть произведенорастачивание.
торый должнобыть произведенорастачивание.
Послеустановкирезцанавеличину l1 положениерез-
ца фиксируетсястопорнымвинтом.








